|
||||
|
|
РАЗВИТИЕ И ДОВОДКА МОТОРА М-82 В ГОДЫ ВЕЛИКОЙ ОТЕЧЕСТВЕННОЙ ВОЙНЫ Продолжение. Начало в АиК №2-4, 7/2005 г.  В июне 1944 года первые серийные Ла-7 поступили в «маршальский» 19-й ГИАП, где 24 июня состоялся их боевой дебют при проведении операции «Багратион» – освобождение Белоруссии. Официальные войсковые испытания Ла-7 состоялись несколько позже в 63-м ГИАП (командир Герой Советского Союза гв. подполковник Горбатюк Е.М.) 3-й ГИАД 1-го ГИАК. Дивизией командовал в то время гв. полковник В.И. Сталин, вернувшийся после опалы в боевой состав ВВС КА. Испытания проходили с 15 сентября по 15 октября 1944 года на 1-м Прибалтийском фронте. 63 ГИАП получил новую матчасть, формировался и переучивался в 14-м ЗАП (г. Тула) в августе месяце. Боевая работа полка началась 20 августа. К началу войсковых испытаний, т.е. к 15 сентября полк насчитывал в своем составе 30 самолетов Ла-7 с ALU- 82ФН. Из них 28 – производства завода №381 52-й и 53-й серий и 2 самолета завода №21. К началу испытаний каждый из самолетов полка налетал в среднем 11 ч 10 мин, средняя наработка каждого мотора составляла 22 ч 12 мин. Большая часть летчиков полка имела значительный налет и боевой опыт. Все летчики воевали на самолете Ла-5 с осени 1942 года, поэтому на переучивание в ЗАП для перехода на самолет Ла-7 потребовалось на каждого в среднем лишь по 3-5 полетов. Техсостав полка тоже ранее работал на самолетах Ла-5, причем 2/3 работало на Ла-5 с мотором АШ-82Ф и 1/3 на Ла-5 с АШ-82ФН. Имея большой опыт роботы на самолетах Ла-5, техсостав достаточно хорошо освоил эксплуатацию самолета Ла-7. Во время войсковых испытаний в полку работали представитель завода №19, представитель завода №296 и бригадо завода №381 в количестве 6 человек, которая занималось доводочными работами, устранением дефектов и ремонтом самолетов. Войсковые испытания проходили в период Рижской операции 1-го Прибалтийского фронта. Полк на самолетах Ла-7 15 сентября по 15 октября 1944 года произвел 462 боевых вылета с налетом 414 ч 15 мин. Из 116 групповых вылетов в 47 случаях имели место встречи с самолетами противника. В 39 случаях встречи оканчивались воздушными боями, из них 5 боев безрезультатных. Всего за эти бои было сбито 55 самолетов противника, из них: FW 190А – 52 и Bf 109G – 3. Наши потери за время испытаний: 8 самолетов Ла-7 и 3 летчика, из них: боевые потери – 4 самолета и 3 летчика, небоевые потери – 4 самолета. Все небоевые потери произошли вблизи аэродрома по причине отказов в работе моторов. При этом 1 самолет разбит при пробном полете и 3 при боевых вылетах. Работа полка до 27 сентября проводилась с аэродрома Пурайчай средней пыльности, а с 27 сентября – с аэродрома Шауляй малой пыльности. Самолет Ла-7 с мотором АШ-82ФН показал себя как современный, скоростной и маневренный истребитель, способный как истребитель воздушного боя выполнять следующие тактические задачи: прикрытие действий наземных войск и бомбардировочной авиации, сопровождение штурмовой авиации, свободная охота, расчистка воздуха от самолетов противника, прикрытие аэродромов. Кроме того, самолет мог вести разведку войск противника, а в отдельных случаях производить бомбометание. Самолет Ла-7 в воздушных боях до высоты 5000 м в сравнении с самолетами Bf 109 и FW 190 имел преимущество по горизонтальной скорости, скороподъемности, горизонтальному и вертикальному маневрам. Сравнительной оценки на больших высотах дано не было ввиду того, что полетов на этих высотах не производилось. Высокие ЛТД самолета Ла-7 позволяли ему занимать более выгодные позиции в воздушном бою, и, следовательно, эффективно использовать мощность своего огня. Однако следом за положительной оценкой самого самолета следовала во многом неожиданная отрицательная оценка работы моторов АШ- 82ФН: «Моторы АШ-82ФН но самолетах Jla-7 в эксплоатации оказались ненадежными. Основными дефектами их, выявленными при войсковых испытаниях, являются: а) ступенчатая выработка гильз цилиндров и выработка поршневых колец; б) попадание масла в систему всасывания мотора вследствие выработки мослоуплотнительных колец валика импеллера; в) выработка направляющих штоков клапанов, приводящая к повышенному расходу масло через них». 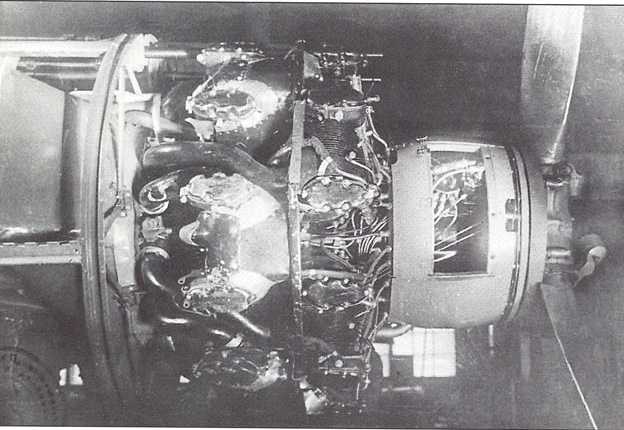 Установка мотора АШ-82ФН на самолете Ла-7 Собственно, еще 18 сентября 1944 года командир дивизии полковник Сталин утвердил акт, в котором указывалось: «В процессе боевой эксплоатации выявлены многочисленные отказы в работе мотора и его агрегатов, вследствие чего получаются: большой процент неисправных самолетов, тормозящих нормальную боевую роботу полка, и небоевые потери. Так, во время напряженных боевых действий за период с 14 по 17 сентября с/г включительно, средний процент неисправных самолетов по дефектом моторов составлял от 22 до 26%. За эти же дни полк потерял 3 самолета из-за отказов работы моторов в воздухе при полете в районе своего аэродрома (моторы №№ 829401, 8213269, 829406)'. Из них 2 случая произошли но планировании с убранным газом. При попытке дать газ для подтягивания, мотор не забрал. Предположительная причина – чрезмерное обеднение смеси, вплоть до полного выключения подачи топлива из-за большого разрежения в нагнетателе (обороты на планировании 1400-1600 об/мин, а дроссель на упоре малого газа)». Но не эти дефекты оказались в центре внимания: «Основные дефекты моторов следующие: 1. Ступенчатая выработка гильз цилиндров. Заменено 7 цилиндров и требуют замены еще 3 цилиндра. 2. Чрезмерно большой расход масла (до 20 л за 1 час полета на высоте до 3500 м, при максимальной температуре входящего масло 70 градусов) из-за выработки маслоуплотнительных колец валика нагнетателя и износа гильз цилиндров, приводящий иногда к падению давления масла – 5 случаев». Отмечалось также, что особенно большое количество дефектов наблюдалось на моторах производства завода №29. Необходимо сказать, что в августе 1944 года впервые на серийных истребителях Ла-7 появились такие приспособления, как противопыльные фильтры на всасывающих патрубках мотора. История их была, что называется, «с бородой»: еще с глухих предвоенных времен было хорошо известно пагубное влияние пыли на срок службы авиамоторов. Противопыльные фильтры были предусмотрены еще в предвоенных ТТТ на серийные истребители 1941 года. Конструкторы самолетов обещали их сделать, но «попозже». Как нетрудно догадаться, с началом войны всем стало не до этих фильтров. Все же в 1942 году разработкой их занялись, но не конструкторы, а ЛИИ и ЦАГИ, так как главной проблемой было не допустить падения наддува мотора при их включении. Опытные образцы фильтров для разных типов самолетов были разработаны, проверены, но внедрены в массовую эксплуатацию только на штурмовиках Ил-2. На истребителях типа Як и ЛаГГ-3 легкосъемные фильтры иногда применялись, но только в запасных полках. Такая вялая работа по противопыльным фильтрам объяснялась тем, что конструкторы самолетов были озабочены в основном повышением ЛТД своих изделий и снижением трудоемкости их изготовления, да и жизнь истребителей на фронте была короткой: моторы и так не успевали выработать положенный им ресурс. Однако к 1944 году потери снизились, продолжительность фронтовой службы самолетов и моторов стала возрастать, и военные вновь стали настойчиво требовать установки противопыльных фильтров на серийные истребители. С.А. Лавочкин всегда внимательно относился к пожеланиям фронтовиков, поэтому поручил СКБ заводов №№21 и 381 разработать на конкурсных началах такие фильтры для Ла-7. Лучшей оказалась конструкция завода №381. При взлете и посадке (выпущенных шасси) входные отверстия всасывающих патрубков были закрыты заслонками, а воздух в мотор поступал через расположенные рядом «карманы» с мелкой сеткой «Дельбах» на входе. При уборке шасси заслонки механически открывались, а «карманы» – закрывались, и забор воздуха шел через штатные всасывающие патрубки. Такие фильтры были приняты к серийной постройке – сначала на заводе №381, и в августе 1944 года Ла-7 с фильтрами начали появляться на фронте. Но качество изготовления первых фильтров оставляло желать лучшего: отмечалась их плохая подгонка и большие щели, а также ненадежность в эксплуатации. Поэтому неудивительно, что наиболее вероятной причиной преждевременного выхода из строя гильз цилиндров и маслоуплотняющей системы нагнетателя было названо: «… отсутствие на большинстве самолетов противопыльных фильтров при низком расположении всасывающих патрубков. Но некоторых самолетах, на которых они установлены, фильтры вышли из строя в результате обратных вспышек. Кроме того, подгонка воздушных заслонок не удовлетворительна (щели 10-20 мм)». Такая причина вполне устраивала завод №19, так как перекладывала всю ответственность за срыв боеготовности на самолетные заводы. В процессе войсковых испытаний состояние моторов АШ-82ФН на самолетах Ла-7 в 3-й ГИАД обследовалось специальной комиссией представителей ВВС и НКАП. Комиссия установила: первые 10 часов моторы вели себя хорошо. Последующая их работа начала сопровождаться отказами цилиндров, вследствие наличия на зеркальной поверхности уступов, сработанности поршневых колец, сработанности направляющих втулок клапанов, нарушение лабиринтного уплотнения валика импеллера, что в целом и явилось причиной появления большого расхода масла от 25 до 45 литров на один час полета. В дивизии (в 32 и 63 ГИАП) вследствие большого расхода масла (в среднем 25-35 кг за полет) в конце испытаний требовалось заменить 16 моторов АШ-82ФН. Кроме того, на четырех самолетах Ла-7 требовалось заменить моторы по разным другим дефектам. Таким образом, из имеющихся в обоих полках 70 самолетов Ла-7 на 20-ти требовалась смена моторов, что составляло 26% неисправной материальной части. Из имеющихся в наличии 58 исправных самолетов на трех уже были заменены моторы по разным дефектам, а именно: вследствие выпадания контровки двойной шестерни газораспределения – один мотор, вследствие большого расхода масла – один мотор и вследствие появления стружки на фильтре Куно ~ один мотор. Кроме того, на 23 моторах было заменено 76 цилиндров по большому расходу масла и дымлению.  Противопыльный фильтр конструкции завода No381, 1944 г. 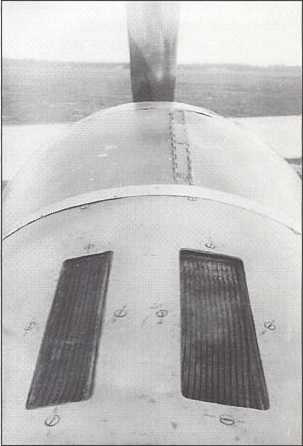 Противопыльный фильтр конструкции завода №21, 1945 г. Комиссией была проведена большая работа по выявлению причин большого расхода масла. Для определения степени влияния пропуска масла через уплотнения валика нагнетателя на расход масла на моторе No 8213743 был заменен собранный нагнетатель, а на моторах No 8213945 и No 82121058 были заменены уплотнительные кольца валика нагнетателя. Установлено, что после выполнения указанных работ расход масла уменьшился только на 4-5 кг. Таким образом, установлено, что пропуск масла через уплотнения валика нагнетателя не служит основной причиной большого расхода масла мотором. Было осмотрено 20 цилиндров, снятых с моторов АШ-82ФН (№№ 82131022,8213904,8213938 и др.), установленных на самолетах Ла-7, наработавших в пределах от 9 до 20 часов. Осмотр цилиндров показал наличие ступенчатой выработки на расстоянии 50-60 мм от верхнего торца цилиндра по окружности. Поршневые газоуплотнительные кольца на цилиндрах, имеющих ступенчатую выработку, имели полный износ конуса. Поршневые масло- сбрасывающие кольца имели большой износ и острую кромку с заусенцами. На грибках клапана всасывания и выпуска, с обеих сторон был обнаружен губчатый масляный нагар, что свидетельствовало о пропуске масла между направляющей втулкой и штоком клапана, а также через поршневые кольца. Для определения влияния винтомоторной группы на износ цилиндров была осмотрена система выхлопа и питания мотора воздухом. Было установлено, что на самолетах Ла-7 выхлоп газа и питание мотора воздухом происходит в худших условиях, чем на самолетах Ла-5. На Ла-7 верхние и нижние выхлопные патрубки закрыты капотом и не находятся в потоке створок продува, вследствие чего выхлопные газы из этих патрубков частично ударяют в противопожарную перегородку и завихряются, от чего цилиндры задней звезды мотора работают в более тяжелых температурных условиях, чем на самолетах Ла- 5ФН, но не выходящих из температурных режимов, указанных в инструкции по эксплуатации мотора АШ- 82ФН. Система питания мотора воздухом на самолетах Ла-7 с пылеулавливающими фильтрами и без них не предотвращала от попадания пыли в моторы при рулежке и взлете самолета. Существующие воздухозаборники при рулежке и на взлете самолета служили сборниками пыли, потому что заслонки воздухозаборников расположены в глубине их, а не по обтеканию центроплана. На самолетах, не имеющих пылеулавливающих фильтров, попадание пыли в мотор возможно также при пробе моторов на земле. Из бесед с летным и техническим составом 32 и 63 гв. полков, эксплуатирующих самолеты Ла-5ФН с 1943 года и самолеты Ла-7 с 1944 года, просмотра формуляров и наблюдения представителей завода No 19 было установлено, что отступлений от инструкции по эксплуатации мотора ALLI- 82ФН, а также от рекомендованных сортов топлива и масел не наблюдалось. Кроме этого отмечалось, что 137-й ГИАП этой же дивизии, работая на тех же аэродромах, что и 32 и 63 ГИАП, и будучи укомплектован 13-ю самолетами Ла-5ФН с моторами ALU- 82ФН, имел в сентябре 1944 года только 4 случая выхода цилиндров из строя по кольцевой выработке, при средней наработке моторов, установленных на самолетах Ла-5ФН, равной 80 часов. В результате представленных комиссией материалов и проведенной работы в 3-й ГИАД комиссия сделала следующие выводы: «Предположительными причинами преждевременного выхода из строя моторов АШ-82ФН на самолетах Ла-7 по ступенчатому износу зеркала цилиндров и большому расходу масла являются: 1. Не соответствие техническим условиям изготовления цилиндров, поршневых колец и направляющих клапанов. 2. Попадание большого количества пыли в цилиндры через воздушную систему питания мотора воздухом. Существующая система питания мотора воздухом на самолетах Ла-7 с пылеулавливающими фильтрами и без них не предотвращает от попадания пыли в цилиндры мотора. Настоящее предположение подтверждается эксплоатацией моторов АШ-82ФН, эксплоатирующихся в 137 ГИАПе 3 ГИАД на самолетах Ла- 5ФН в более тяжелых аэродромных пыльных) условиях при наработке от 18 до 98 часов, и имеющих в сентябре месяце с. г. замену только 4 цилиндров по дефекту кольцевой выработки зеркала. 3. Существующая копотировка мотора – уменьшение щелевых отверстий для протока воздуха, охлаждающего мотор, а также расположение двух верхних и двух нижних выхлопных патрубков вызывает повышенные температурные состояние цилиндров, особенно задней звезды, что при роботе но обогащенной смеси может влиять на кольцевую выработку цилиндров. Это подтверждается большим выходом цилиндров задней звезды моторов АШ-82ФН. 4. Практика частичной замены отдельных цилиндров на моторах АШ- 82ФН показала, что это не дает гарантии в полной выработке моторесурса, так как после нескольких полетов выходят из строя следующие цилиндры (ранее не заменявшиеся). Поэтому для обеспечения бесперебойной работы дивизии, НКАП должен обеспечить дивизию соответствующим резервом цилиндров». Наработка моторов АШ-82ФН на самолетах Ла-7 в 3-й ГИАД к этому времени составила: средняя – 42 ч 50 мин, из них в воздухе – 34 ч 57 мин; максимальная – 69 часов, из них в воздухе – 56 ч 20 мин. Таким образом, как видим, первоначально названная военными основная причина выхода из строя цилиндров ~ попадание пыли, стала отходить на второй план, а главной причиной они стали теперь называть недостаточно высокое качество производственного выполнения этих узлов мотора на заводах №№ 19 и 29. 6 ноября 1944 года в письме Г.М. Маленкову А.А. Новиков докладывал: «В частях ВВС имеется много случаев преждевременного выхода из строя моторов АШ-82ФН, установленных на самолетах Ла-7. Основной причиной выхода из строя моторов АШ-82ФН является ступенчатая выработка зеркала гильз цилиндров. Так например, только в 3 ТИАД (3 В А) в течение октября месяца с. г. было заменено по этой причине 109 цилиндров на 36 моторах, причем цилиндры были заменены в среднем на 25-30 часу роботы мотора. В настоящее время в этой же дивизии требуется, из-за отсутствия цилиндров, замена 25 моторов, в 6 ВА – 38 моторов и в 4 ВА -11 моторов. Преждевременный износ зеркала цилиндров моторов АШ-82ФН\ установленных на самолетах Ла-7, вызываются следующими причинами: 1. Применение некачественного материала для изготовления цилиндров и неправильной их термической обработкой, что подтверждается анализом, произведенным в лаборатории ТК НИИ ВВС; 2. Недоработкой винто-моторной группы самолета Ла-7. К основным недостаткам винтомоторной группы самолета Ла-7 относится – необеспеченность нормального температурного режима мотора при наборе высоты и неудовлетворительная конструкция пылеочистительных фильтров». Завод №19 по-прежнему продолжал отрицать какую-либо свою причастность к появлению этого дефекта. Единственной «реакцией» его стал выпуск инструкции, согласно которой для улучшения борьбы с пылью техсоставу в частях нужно было регулярно смазывать моторным маслом внутреннюю полость всасывающих патрубков и противопыльные фильтры, а также менять масло в моторе и мас- лосистеме самолета через каждые пять часов полета. Руководство НКАП отреагировало также довольно привычно. Постановлением ГКО от 20 октября 1944 года предписывалось в 4-м квартале увеличить выпуск моторов АШ-82ФН: по заводу №19 – с 22 до 25, и по заводу №29 – с 5 до 7 моторов в сутки. В этой ситуации ОКБ Лавочкина не оставалось ничего, как предпринимать новые усилия по улучшению конструкции противопыльных фильтров с тем, чтобы снять обвинения в свой адрес. На заводе №21 была разработана новая конструкция противопыльных фильтров с приводом от гидросистемы уборки и выпуска шасси. Входные отверстия всасывающих патрубков на взлете и посадке по-прежнему закрывались заслонками, но забор воздуха при этом теперь осуществлялся через два закрытых сеткой «Дельбах» отверстия в верхней части капота. При уборке шасси эти отверстия закрывались гидросистемой самолета, а штатные патрубки в носке центроплана открывались. Конструкция эта была более сложной, но зато теперь уже никто не мог сказать, что патрубки с фильтрами расположены слишком низко и слабо защищены от пыли. Новые патрубки были внедрены в серийное производство в марте-апреле 1945 года. Конечно, в принципе нетрудно было понять, что пыль не может быть истинной причиной появления износа цилиндров. Ведь Ла-7 по-прежнему являлся единственным истребителем, на котором были установлены пусть и неважные противопыльные фильтры, но на котором тем не менее был выявлен этот дефект. А как же многочисленные Яки? Ведь на них противопыльные фильтры отсутствовали вовсе, а всасывающие патрубки также были расположены низко. С наступлением поздней осени и зимы и резким снижением пыльности аэродромов стало окончательно ясно, что дело не в пыли, а в конструкции и/или технологии изготовления самого мотора. Но аргументированно доказать это было непросто. Все же такие попытки со стороны ВВС последовали. Так, в январе 1945 года в докладе «О работе моторов ALU- 82ФН, установленных на самолетах Ла-5 и Ла-7 в 1-м Гвардейском истребительном авиационном Минском корпусе» говорилось: «Первоначальное объяснение причин ступенчатой выработки цилиндров – «эксплоатация самолетов на пыльных аэродромах», явилось не правильным, так как целый ряд предупредительных мероприятий (смазывание маслом внутренней полости всасывающего сопла и противопыльных фильтров, регулярная замена масло через каждые пять часов полета, строгое соблюдение правил эксплоатации данного мотора летным составом и других мероприятий, проводимые техническим составом) положительных результатов по уменьшению расхода масло не дало, а поэтому основной причиной ступенчатой выработки цилиндров нужно считать: – несоответствие техническим условиям изготовление цилиндров, поршневых колец и направляющих клапанов». Начальник УТЭ ВВС КА генерал- лейтенант ИАС Ф.Н. Шульговский в начале марта 1945 года докладывал статистику по дефектам самолетов и моторов ВВС КА за 1944 год: «По мотору АШ-82Ф и ФН: 1. Выработка и поломка поршневых колец и ступенчатая выработка цилиндров. Всего было 882 случая, в результате чего произошло: аварий самолетов – 5, аварий моторов – 188, поломок и вынужденных посадок самолетов – 17, простои и потери боеготовности – 672. По заводам этот дефект распределяется следующим образом: завод №19 – 845, завод №29 – 37. Следует отметить, что количество случаев этого дефекта в течение года всё увеличивалось. Так, например: в январе было 13 случаев в феврале 7 в марте 10 в апреле 12 в мае 40 в июне 24 в июле 132 в августе 77 в сентябре 99 в октябре 174 в ноябре 112 в декабре 190 Дефект этот является следствием грубых нарушений технологии производства гильз цилиндров (неравномерный и недостаточный слой азотации, пониженная твердость, сернистые включения и плохого устройства фильтра и воздухоприемника на самолете Ла-7». Других дефектов на моторах AШ 82ФН было гораздо меньше: прогар, обрыв и заедание клапанов – 172 случая, поломка клапанных пружин – 75 случаев, износ и разрушение направляющих втулок клапанов, разрушение седел клапанов – 82 случая, обрывы шатунов – 67 случаев, поломки валиков: переходников привода агрегата НБ-ЗУ, привода к масло- и бензопомпам, привода к генератору – 188 случаев. Надо сказать, что завод №19 в течение 1944 года не предпринимал каких-либо серьезных усилий по совершенствованию мотора АШ-82ФН. Хотя были внедрены в серию моторы ФН 2-й, 3-й, а затем и 4-й серий, их отличия от моторов 1-й серии были невелики. В отсутствие каких-либо реальных мероприятий по устранению износа цилиндров ВВС вынуждены были принимать меры, так сказать, «экстенсивного» плана: организовывать замену дефектных цилиндров и моторов с последующим восстановлением их в ремонтных мастерских. Из доклада 10 февраля 1945 года Главного инженера ВВС КА А.К. Репина А.А. Новикову: «Докладываю о состоянии парка самолетов Ла-5 и Ла-7 с моторами АШ-82ФН, по состоянию на 1.2.45 года. Из числа неисправных 320 самолетов Ла-5 АШ-82ФН и 146 самолетов Ла-7 АШ-82ФН, т.е. 466 самолетов с мотором АШ-82ФН, 203 самолета неисправны из-за моторов, что составляет 8,5% к всему парку самолетов Ла-5 и Ла-7… Положение с моторами AШ 82ФН будет оставаться тяжелым, если нам не будет оказана со стороны НКАП действенная помощь реальной поставкой запасных частей, и в первую очередь, цилиндров, а также самих моторов. Для характеристики положения обеспеченности ВВС моторами AUJ- 82 и запчастями к ним, привожу следующую таблицу: Кроме того, для увеличения выпуска авиационных моторов из капитального ремонта требуется отпуск авиамастерским электроэнергии и хромового ангидрида. То и другое необходимо для восстановления цилиндров хромированием. В январе месяце большинство мастерских работало с плохой загрузкой станочного парка из-за неподачи электроэнергии, а хромового ангидрида в январе получили от промышленности вместо утвержденного постановлением ТОКО на / кв. 1945 г. – 30000 кгр, всего 1500 кгр». При наличии нужных запчастей вся тяжесть восстановления боеготовности самолетов Ла-7 ложилась на техсостав частей и соединений. Их ратные подвиги были в свое время отражены даже в советской мемуарной литературе. Так в книге А.Ф. Семенова и Б. Дашцэрэн «Эскадрилья «Монгольский Арат», посвященной истории 2-го гвардейского ИАП, находим: «Однажды 2-й гвардейский полк перебазировался на новое место. На прежнем аэродроме остались четыре самолета, в моторах которых требовалось заменить цилиндры и поршневые кольца. Это трудная работа, и на нее обычно уходило около двух дней. Но это вовсе не устраивало командира звена старшего лейтенанта М.Е. Рябцева лейтенанта Г. В. Уткина и других летчиков. И они вместе с механиками и техниками почти всю ночь ремонтировали самолеты и к утру ввели их в строй… Настоящий трудовой подвиг совершили два механика – В. И. Кузнецов и В.Н. Дубровский. На самолете, который они обслуживали, основательно износился мотор: упала тяга, увеличился расход масла. Инженеры пришли к выводу, что нужно менять поршневые кольца во всех цилиндрах. Операция трудоемкая, на нее, по самым скромным расчетам, должно было уйти два-три дня. Но Кузнецов и Дубровский возвратили самолет в строй за одну ночь. Даже видавший виды инженер не смог скрыть своего удивления и восхищения, когда проверял их работу…» В результате принятых мер, а также большого количественного превосходства ВВС КА над противником, пониженный ресурс моторов АШ-82ФН практически не сказался на результатах боевой работы частей, вооруженных самолетами Ла-7. Они успешно закончили войну и не раз еще показывали свою высокую живучесть в бою. На самолете Ла-7 закончил войну лучший советский ас И.Н. Кожедуб, сбивший на Ла-5 – 45 и Ла-7 – 17, а всего 62 самолета врага. Завод №19 и в 1945 году продолжал упорно отметать все претензии в свой адрес. Так в январе 1945 года в отчете старшего военпреда завода инженер-майора И.К. Четверика отмечалось: «… Эксплоатация моторов проводилась на самолетах Ту-2, Пе-8, Ла-5, Ла-7, Ли-2. На самолетах Ту-2 и Пе- 8 в большинстве случаев моторы отрабатывают свой ресурс, а на всех остальных лимитирует цилиндровая группа, особенно на самолетах Ла-7. Для устранения преждевременного износа цилиндровой группы на самолетах Ла-7 заводом выпускается эксплоатационный бюллетень, в котором предусмотрены профилактические мероприятия…» В марте: «В каждой воздушной армии созданы точки по замене цилиндров на самолетах Ла-7, куда выделены заводские бригады. Для меньшего простоя самолеты в указанные точки приходят лётом, где после замены цилиндровой группы проводят приработку мотора и облет по кругу, с последующей отметкой в формуляре о допуске мотора к эксплоата- ции… Из поступивших отчетов можно сделать вывод, что цилиндровая группа моторов АШ-82ФН лимитирует ресурс роботы моторов ка на самолетах Jla-7, так и на самолетах Ла-5. Выработка установленного ресурса работы мотора является редким явлением, и притом с заменой нескольких цилиндров…»    Военпред завода №9 И. К. Четверик  Мотор АШ-82 в разрезе В апреле: «Рекламации: По АШ-82ФН – поступило 147\ принято 22, отклонено 125… Надо отметить, что почти все отклоненные рекламации относятся к числу односторонних, которых в апреле поступило особенно много, и рекламаций по износу гильз цилиндров но Ла-7, которые завод также не принимает, считая виновником завод №21 и №381…» В мае: «… Эксплоатация моторов типа АШ-82ФН происходила в основном на самолетах типа Ла-5, Ла-7 и Ту- 2. Моторы, установленные но самолеты типа Ла-7 ред. 11/16, установленный заводом ресурс в 100 часов не вырабатывают. Лимитирует по-прежнему цилиндровая группа по причине выработки зеркала цилиндров и поршневых колец. Выпускаемые в настоящий момент самолеты Ла-7 с новыми воздухозаборниками, исключающими попадание пыли в цилиндровую группу мотора, очевидно несколько улучшат положение с цилиндровой группой, но пока нет сведений из эксплуатирующих организаций о их работе…» Надо отметить, что работа военпредов, особенно в военное время требовала от них немалой изобретательности и искусства дипломата. В процессе серийного производства на заводах шла непрекращающаяся борьба как за качество, так и за количество. Нетрудно понять, что это были взаимоисключающие требования. По требованию ГКО и наркоматов даже в самом конце войны наши заводы продолжали наращивать темп выпуска и максимум был достигнут в марте-апреле 1945 года. Сейчас часто раздаются голоса, дескать, зачем это было нужно, ведь было ясно, что война вот-вот закончится. Однако это только теперь мы знаем всё, а тогда Сталин, опасаясь всяких неожиданностей, не давал расслабиться никому. Но при постоянно увеличивающемся темпе выпуска сохранять на должной высоте качество продукции удавалось далеко не всегда. Периодически при приемке готовой продукции военпреды выявляли те или иные дефекты, и перед ними вставал извечный вопрос: что делать? Если не принимать, то будет большой скандал, и чем кончится дело неизвестно. Если принять, то пойдут претензии из строевых частей, и нагоняй от своего начальства тоже обеспечен. В большинстве случаев приходилось договариваться с заводчанами и искать взаимоприемлемые решения, «не вынося сор из избы». Правда, в 1946 году эта практика сильно «аукнулась» А.И. Шахурину, А.А. Новикову, А.К. Репину, Н.П. Селезневу и некоторым другим руководящим работникам ВВС и НКАП. Но в начале 1945 года И.К. Четверик еще проявлял дипломатичность и лишь потом обстоятельно изложил то, что же происходило тогда на заводе №19 на самом деле. В те дни, когда вся страна праздновала победу, в Перми обстановка была далеко не праздничной. Наконец-то, ответственность за появление дефектов цилиндров моторостроителями была признана, и начался «разбор полетов», похожий на детективный триллер. Впрочем, слово нужно предоставить непосредственному свидетелю и участнику событий «горячего лета 1945 года» инженер-майору Ивану Кузьмичу Четверику: «В основу проведения работ по борьбе с преждевременным износом и уступчатой выработки цилиндров моторов АШ-82ФН в 1945 году, за исключением нескольких предложений возникших в последнее время, были вновь положены предположения о причинах образования дефекта, уже неоднократно подвергавшиеся проверке в прошлые годы но различных типах выпускаемых заводом моторах. Кратко эти предложения сводятся к следующему: 1. Неравномерная глубина и твердость азотированного слоя по длине рабочей поверхности гильзы. 2. Распор силами газов верхнего поршневого кольцо в такте расширения. 3. Волнистая поверхность торцов газоуплотнительных колец приводящая к прорыву газов из камеры сгорания в межкольцевые пространства, к сгоранию и коксованию в них масло и, следовательно, к быстрому износу цилиндров. 4. Высокая степень чистоты рабочей поверхности цилиндра, недостаточно хорошо удерживающая масло, особенно в верхней части цилиндра, в начальный период работы мотора. 5. Отступления от технологии испытания моторов, заключающиеся в игнорировании заливки мосла в цилиндры перед началом испытания, прокачки масло-магистрали мотора горячим маслом перед запуском и недостаточном прогреве моторов во время приработки. 6. Короткая (по времени) приработка моторов перед контрольным испытанием. 7. Плохая работа топливной аппаратуры, могущая проявляться в некачественном распыле топлива форсунками и неравномерной подоче топливо по цилиндрам насосом непосредственного впрыска.  Рис.1 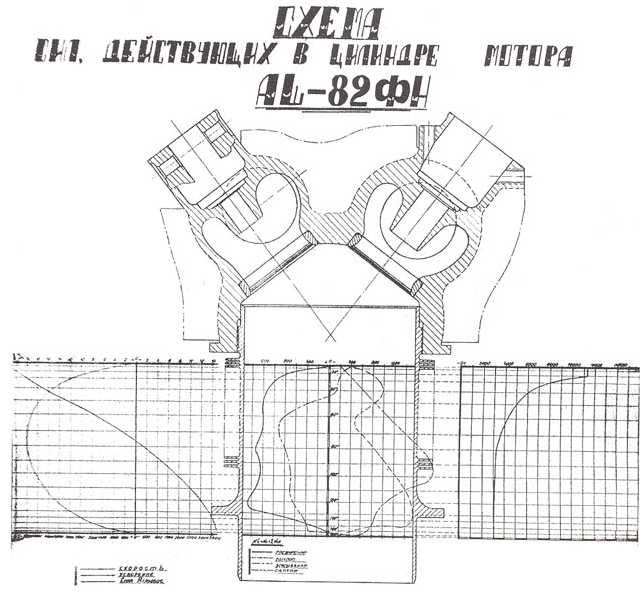 Рис.2 8. Неравномерное распределение воздуха воздушными дефлекторами, устанавливаемыми на цилиндры моторов, собираемых на контрольное испытание и ведущее к неравномерным тепловым деформациям цилиндров. 9. Завышенные перекосы отверстий в главном шатуне под пальцы прицепных шатунов и фланца крепления цилиндров к зеркалу цилиндра, нарушающее движение поршня по рабочей поверхности цилиндра. 10. Осушающее действие масло- сборных колец, расположенных в 4-й канавке поршня. 11. Повышенное содержание в масле бензина. 12. Возможность дымления цилиндров, если на них отсутствует уступчатая выработка, от неравномерной затяжки цилиндровых гаек. 13. Режущее действие 1-го поршневого кольца имеющего острую рабочую кромку и работающего по сравнению с другими кольцами в наиболее трудных условиях. 14. о) Раструб, получающийся в верхней части гильзы в результате тепловой деформации цилиндра и усугубляющий режущее действие 1-го гозоуплотнительного кольцо. б) Отрывание 1-го гозоуплотнительного кольцо от профиля рабочей поверхности но кривизне, образующей тепловой раструб в верхней части гильзы цилиндра. ПРОВЕДЕННЫЕ ОПЫТНЫЕ РАБОТЫ 1. Для определения равномерности по длине и окружности рабочей поверхности цилиндров глубины и твердости азотированного слоя были подвергнуты металлографическому исследованию ряд новых цилиндров, снятых с моторов по наличию уступчатой выработки. Металлографическим анализом установлено, что все вновь выпускаемые цилиндры, а также 70% цилиндров с уступчатой выработкой имеют глубину и твердость азотированного слоя по длине и окружности зеркала, вполне соответствующие техническим условиям. Но, тем не менее, на всех исследуемых образцах обнаружено, что непосредственно в месте уступчатой выработки, толщина азотированного слоя и твердость поверхности, не выходя из пределов технических условий, все же несколько ниже, чем в точках лежащих до и после выработки. Обычно уменьшение толщины слоя соответствует величине порядка 0,02- 0,05 мм, а уменьшение твердости достигает 2-х единиц. Факт уменьшения в месте уступчатой выработки толщины и твердости азотированного слоя свидетельствует о том, что кольцевая выработка есть не что иное, как местный износ рабочей поверхности. Для дополнительного подтверждения влияния на образование уступчатой выработки неравномерной глубины и твердости азотированного слоя, в период наибольшего подъема дефекта было проведено контрольное испытание 10 моторов АШ-82ФН, с цилиндрами, изготовленными под строгим технологическим наблюдением. Результат испытания оказался неудовлетворительным, так как 2 мотора было снято с испытания по дымлению 5-ти цилиндров, из которых 4 цилиндра имели уступчатую выработку. Таким образом, указанным испытанием удалось установить, что параметры глубины и твердости азотированного слоя основной причиной, вызывающей уступчатую выработку, не являются. 2. Проверка мнения появления уступчатой выработки вследствие распора силами газов верхнего поршневого кольца в такте расширения была произведена построением схемы сил, действующих в цилиндре мотора АШ- 82ФН. Из этой схемы очевидно, что распор силами газов первого гозоуплотнительного кольцо в момент прохождения им рабочей поверхности цилиндра, на которой в подавляющем большинстве случаев образуется местная кольцевая выработка, сравнительно невелик и вряд-ли может иметь существенное значение но образование выработки. И в сомом деле, если в начале движения поршня от ВМТ над его днищем в такте расширения действует усилие газов, равное 11200 кг, то в момент прохождения им зоны образования уступов над его днищем действует усилие, составляющее всего лишь 4000 кг. 3. Влияние но образование кольцевой выработки коробления торце в поршневых колец было проверено но двух малых сериях моторов АШ-82ФН по 100 моторов в каждой, с постановкой на все поршни этих моторов газоуплотнительных колец, лапинговон- ных по торцам. В первом случае было проведено контрольное испытание 100 моторов до момента резкого возрастания дефекта дымления цилиндров. Полученный при этом результат показывает, что постановка на поршни колец, хонингованных по торцам, снижает дефект дымления с 14,7 до 9,5%. Во втором случае, то же самое испытание было проведено в период наибольшей интенсивности дефекта, но никаких улучшений не было замечено. Из число поставленных но испытание моторов 30% было снято по дымлению и уступчатой выработке цилиндров. 4. По определению влияния но образование уступчатой выработки степени чистоты рабочей поверхности, на контрольное испытание было собрано 35 моторов с цилиндрами переднего ряда, предварительно прохонингованными(*) по зеркалу до степени чистоты 10-15 микродюймов по профилометру, вместо 4-6 микродюймов, соответствующим новым цилиндрам. Результат испытания удовлетворительный. Предварительное хонингование цилиндров перед постановкой их на контрольное испытание снижает съем моторов по дымлению и уступчатой выработке цилиндров с 15% до 10%. 5. Для проверки качества выполнения технологии испытания моторов, в период наибольшего снятия моторов по дымлению цилиндров, в течение 10 дней было организовано круглосуточное дежурство но балансах Испытательной станции работников ОТК, конструкторов и технологов. Результат проверки: отступлений от технологии испытания не отмечено. Съем же моторов по дымлению и уступчатой выработке цилиндров продолжал оставаться на прежнем уровне (до 35%). 6. Влияние но износ и дымление цилиндров продолжительности приработки перед контрольным испытанием было проверено: а) Контрольным испытанием 86 моторов АШ-82ФН с продолжительностью приработки перед контрольным испытанием, равной 1 час 35 мин вместо существующих 43 мин. Результат неудовлетворительный. Съем моторов с испытания по дымлению цилиндров составил 35%. б) Контрольным испытанием 31 мотора АШ-82ФН с увеличенным приработком в 1 час 10 мин. Целью этого испытания являлось создать наилучшие условия проведения приработки перед режимной работой за счет плавного перехода с одних оборотов на другие (через каждые 100 оборотов с n=1000 об/мин до n- 1600 об/мин) и увеличения времени работы но указанных оборотах. Результат неудовлетворительный. Из числа поставленных но испытание, 8 моторов были сняты с испытания по дымлению цилиндров. 7. Вследствие того, что съем моторов по дымлению и уступчатой выработке цилиндров присуще только контрольным моторам, собираемым но испытание с насосами непосредственного впрыска топливо в цилиндры, и является весьма редким по сдаточным мотором, собираемым на испытание с карбюраторами, сложилось мнение, что основной причиной уступчатой выработки цилиндров является некачественная робота топливных форсунок и насоса непосредственного впрыска. С целью исследования этого вопроса были поставлены эксперименты: а) По причине того, что на заводе пока нет возможности для правильного контролирования топливных форсунок на качество распыла топлива, было проведено испытание 6-ти моторов АШ-82ФН с форсунками, снятыми с цилиндров после образования но них уступов или показавших плохую работу. Результат испытания удовлетворительный. Все моторы прошли испытание без дефектов цилиндровой группы. б) Сдаточное испытание 6 моторов АШ-82ФН с постановкой насосов непосредственного впрыска вместо карбюра торов. Результат испытания удовлетворительный. Цилиндров с уступами после испытания не обнаружено. в) 2 десятичасовых испытания но одноцилиндровой установке топливных форсунок с хорошим и плохим распылом топлива. Отбор форсунок, за неимением соответствующей аппаратуры, был сделан приближенно. Результат испытания: из носы цилиндров равноценны. Износы колец больше с форсункой, имеющей плохой распыл. г) 5-ти часовое испытание на одноцилиндровой установке по определению влияния но износ цилиндров и поршневых колец обогащения смеси. Результат испытания: на нормальных смесях износы гильз и колец были больше, чем износы при роботе мотора но богатой смеси. 8. Предположение о том, что уступчатая выработка является следствием постановки на цилиндры дефлекторов обдува, также как и в предыдущем случае, сложилась на основании разницы в сборках сдаточных и контрольных моторов. По установившемуся еще в 1941 году производству, дефлекторы обдува цилиндров устанавливаются только на моторы, собираемые но контрольное испытание, а сдаточное испытание моторы проходят без дефлекторов. По определению влияния дефлекторов обдува на дымление цилиндров было проведено: а) Сдаточное испытание 8 моторов АШ-82ФН с постановкой всех дефлекторов обдува цилиндров. Результат испытания удовлетворительный. Все моторы прошли испытание без дефектов цилиндровой группы. б) Контрольное испытание 6-ти моторов АШ-82ФН без дефлекторов обдува переднего ряда цилиндров. Результат неудовлетворительный. Два мотора снято с испытания по дымлению цилиндров. 9. По вопросу влияния но износ и дымление цилиндров осей отверстий в главном шатуне под пальцы прицепных шатунов и перекоса фланца крепления цилиндра к рабочей поверхности было проделано: а) У 10-ти цилиндров, имеющих уступчатую выработку на рабочей поверхности и у 10-ти цилиндров, вновь изготовленных, была замерена величина неперпендикулярности плоскости фланца к рабочей поверхности. В результате этой проверки установлено, что на большинстве цилиндров величина неперпендикулярности плоскости фланца к зеркалу, по сравнению с чертежом, значительно завышена и на отдельных цилиндрах вместо 0,05 мм составляет 0,1-0,14 мм. Иной же связи между завышенной неперпендикулярностью фланца к зерколу и уступчатой выработкой в донном случае не обнаружено. б) Проведено контрольное испытание 39 моторов АШ-82ФН с завышенным против чертежа перекосом осей отверстий в главном шатуне под пальцы прицепных шатунов. Во многих случаях перекос осей отверстий вместо 0,07 мм достигал от 0,1 до 0,2 мм. В результате испытания непосредственной связи дефектов дымления цилиндров и уступчатого износа с завышенными перекосами осей отверстий в главном шатуне под пальцы прицепных шатунов не установлено. Всего за время испытания было снято по дымлению цилиндров 4 мотора с общим количеством дымящих цилиндров 13 штук. Все эти цилиндры оказались в удовлетворительном состоянии, несмотря но то, что в трех из них стояли прицепные шатуны с завышенным перекосом. 10. Для исследования влияния но образование уступчатой выработки осушающего действия мослосборных колец проведено контрольное испытание 25-ти моторов АШ-82ФН с маслосборными кольцами, имеющими глубину торцевых выемок для сброса мосла, уменьшенную на 0,1 мм. Результат испытания неудовлетворительный. Из 25-ти моторов снято по дымлению цилиндров 5 шт., но 6- ти из число дымящих цилиндров обнаружен кольцевой износ. 11. Возможность возникновения уступчатой выработки в зависимости от повышенного разжижения масло бензином была проверено анализом мосла, взятого с 11 моторов, имевших дымление цилиндров, и 4-х моторов, работавших нормально. Пробы масло брались при роботе на режиме номинала из крана слива магистрали у сетчатого фильтра. Результат анализа: в масле, отобранном из магистрали дымивших моторов, содержалось в среднем от 2,2 до 3% бензина и только на одном моторе это величина составила 4,4%. В масле удовлетворительно работавших моторов содержание бензина было несколько ниже: в 3-х случаях от 1,2 до 1,7% и в одном случае 2,45%. Как видно из приведенных цифр, разжижение масло не отличается от разжижения, наблюдаемого на удовлетворительно работающих моторах. 12. Для проверки предположения причины выявления дымления цилиндров в том случае, когдо на рабочей поверхности их отсутствует чрезмерный износ или уступчатая выработка, от неравномерной затяжки цилиндровых гаек, вызывающей деформацию нижнего участка гильзы цилиндра, был проведен опыт следующего содержания: На одном из контрольных моторов АШ-82ФН, но котором было отмечено дымление цилиндров №№ 3, 4, 5 и 6, после предварительного осмотра их электролампочкой через свечное отверстие, была произведена перетяжка цилиндровых гаек и мотор вновь отправлен на испытание. При повторном испытании на моторе было отмечено дымление у цилиндров №№ 2, 3, 4 и 7, о ранее дымившие цилиндры №№ 5 и 6 работали нормально. После вскрытия дымивших цилиндров, в цилиндре № 4 обнаружен значительный уступ. Восстановление нормальной роботы цилиндрами №№ 5 и 6 после перетяжки гаек их крепления говорит о том, что отдельные случаи плохой работы цилиндров по вышеуказанной причине вполне возможны. 13. Для определения зависимости износоустойчивости рабочей поверхности цилиндров и возможности возникновения но ней уступчатой выработки от конструкции газоуплотнительных колец (особенно 1-го) и различных антифрикционных покрытий рабочей образующей этих колец, были проведены следующие испытания: а) Контрольное испытание 16 моторов АШ-82ФН с постановкой в первую канавку поршней уплотнитель- ного кольца с цилиндрической образующей вместо конусной образующей, присущей серийным гозоуплотнительным кольцам. Результат испытания: постановка в первую канавку поршня уплотнитель- ного кольца с цилиндрической образующей, при том же самом количестве снимаемых с испытания моторов по дымлению цилиндров, уменьшает вероятность образования на зеркале цилиндров уступчатой выработки но 20-30%. б) Контрольное испытание 17-ти моторов АШ-82ФН с постановкой в первую канавку поршней уплотнительных колец с цилиндрической образующей, и с целью достижения лучшей приработки этих колец, всеми прохонингованными перед постановкой на моторы цилиндрами. Результат удовлетворительный. Все моторы прошли испытание без дефектов цилиндровой группы. в) Контрольное испытание 215 моторов с предварительно прохонингованными цилиндрами переднего ряда и цилиндра Nq 11 заднего ряда, с постановкой в первую канавку поршней этих цилиндров газоуплотнительных колец с цилиндрической образующей. Результат испытания удовлетворительный. Из 230-ти поставленных на испытание моторов снято по дымлению цилиндров 24 мотора (11%). При осмотре из число дымивших цилиндров с уступчатой выработкой было обнаружено только 3 цилиндра на 3-х моторах, все же остальные цилиндры находились в удовлетворительном состоянии. * – Хонингование ~ чистовая шлифовка специальным инструментом – хоном – внутреннего зеркало гильзы цилиндра. ПРИМЕЧАНИЕ: В случае съема моторов по дымлению цилиндров, собранных но контрольное испытание с нехонингованными цилиндрами и уплотнительными поршневыми кольцами с конусной образующей, цилиндры с уступчатой выработкой обнаруживаются почти но каждом снятом моторе. г) Контрольное испытание 22-х моторов АШ-82ФН с постановкой в первую канавку поршней газоуплотнительных колец с закруглением рабочей кромки радиусом R 0,4~0,6 мм вместо R 0,1 макс. Для обеспечения лучшей приработки этих колец к цилиндром время приработки моторов перед контрольным испытанием было увеличено с 43 мин до 1 часа 35 мин. Результат испытания удовлетворительный. За время испытания по дымлению цилиндров был снят только один мотор. Несмотря на положительные результаты, полученные по роботе этих колец, продолжение испытания их в более массовом масштабе не было осуществлено по причине трудностей правильного скругления радиуса рабочей кромки до величины 0,4~0,6 и обеспечения его контролирования. д) 10 десятичасовых испытаний на одноцилиндровой установке поршневых газоуплотнительных колец, хромированных по образующей по 10 вариантам технологий. Во всех случаях хромированию были подвергнуты кольцо с конусной образующей (серийные). В результате испытания установлено, что износ колец и цилиндров имеет связь с технологией хромирования. Из 10-ти технологий выбраны 3, дающие наименьшие износы колец и рабочей поверхности цилиндров. Общий износ цилиндров при работе в поре с хромированным кольцом уменьшается на 20-25%. Кроме того, значительно улучшается работа 2-го и 3-го кольца и повышается стойкость поршня к задиру. е) 10-ти часовое повторное испытание 3-х вариантов поршневых газоуплотнительных колец с конусной образующей по трем вариантам технологии (5-й, 6-й и 8-й). Результат испытаний удовлетворительный. Износы цилиндров не превышают 0,04*0,06 мм. Кольцо в хорошем состоянии. Из 3-х технологий лучшей оказалось технология № 5. ж) Сдаточное испытание 18 моторов АШ-82ФН с постановкой но все поршни в первую конавку газоуплотнительных колец, хромированных по образующей по лучшему варианту технологии (№ 5).  Рис.3  Рис.4  Рис.5 Результат испытания неудовлетворительный: по причине недостаточного скругления рабочих кромок после хромирования, а также и несовершенства технологии хромирования, обнаружена неравномерная приработка и скалывание хрома. Продолжаются дальнейшие работы по усовершенствованию конструкции кольца и технологии хромирования. з) 10-ти часовое испытание на одноцилиндровой установке хромированного газоуплотнительного кольцо с цилиндрической образующей. Хромирование производилось по варианту лучшей технологии. Результаты испытания удовлетворительные. Состояние поршневых колец хорошее, а максимальный износ цилиндра не превышает 0,035 мм. и) Сдаточное и контрольное испытание 11 моторов АШ-82ФН с постановкой в первую канавку поршней хромированных газоуплотнительных колец с цилиндрической образующей. После хромирования для удаления наплыва хромо с боковых горцев кольцо подвергались дополнительному лапингованию и скруглению рабочих кромок. Результаты испытания: состояние колец и цилиндров после сдаточного испытания удовлетворительное. Контрольное испытание все моторы прошли без дефектов поршневой группы. к) Помимо вышеуказанных в этом параграфе робот, на одноцилиндровой установке в течение 10 часов были испытаны: 3 варианта освинцованных поршневых колец, графитированные кольца, кольцо с фаской но рабочей кромке (по типу завода № 29) и кольцо увеличенного сечения (на 0,6 по толщине и 0,7 по ширине). Полученный во всех случаях результат неудовлетворительный: значительно повышается износ гильз и колец. 14. Вопрос создания профиля рабочей поверхности цилиндра, который в нагретом (рабочем) состоянии максимально соответствовал бы цилиндрическому, начал занимать внимание конструкторов нашего завода еще в 1939 году, но тогда все начатые в этом направлении роботы вследствие быстрой смены серийных объектов остались незаконченными. И только с начала 1943 года, после внедрение в серийное производство мощного мотора АШ-82ФН этот вопрос приобрел соответствующую остроту в связи с наблюдавшимися на этих моторах дефектами преждевременного износа и уступчатой выработки цилиндров. С 1943 года после ряда проведенных кратковременных и длительных испытаний (в том числе 2-х испытаний по 150 часов) были отработаны для внедрения в серийное производство цилиндры с параболическим профилем рабочей поверхности в верхней части, обеспечивающим с расстояния 80-100 мм от верхнего торца гильзы плавное сужение верхнего отверстия гильзы на 0,15ё0,25 мм. Такой профиль рабочей поверхности приблизительно на половину уменьшал тепловой раструб в верхней части цилиндра (см. фиг. 3) и, по мнению конструкторов, должен был значительно уменьшить возможность образования на рабочей поверхности цилиндров уступчатой выработки и удлинить срок службы цилиндров за счет увеличивающейся в этом случае нормы износа до прежнего ремонтного размера. Внедрение в серийное производство цилиндров с параболическим профилем зеркала было начато в феврале месяце 1945 года сборкой и испытанием одного-двух моторов в сутки. За этот период было собрано и испытано около 70 моторов, из которых по дымлению и уступчатой выработке цилиндров было снято только 6 моторов. Полный переход на такие цилиндры был осуществлен в конце апреля 1945 года вследствие резкого возрастания, по причине указанных дефектов, съема с контрольного испытания моторов АШ-82ФН. Но этим поставленной цели достигнуть не удалось, так как дефект не только не снизился, о наоборот продолжал расти и в период половины моя достиг катастрофической величины, составившей 40% съема моторов от число поставленных на испытание. В результате такого положения, сложившегося у некоторых ответственных работников завода убеждения, что основной причиной такого интенсивного развития дефекта являются вновь введенные цилиндры с параболическим профилем зеркала, последние с 15-го мая, по указанию директора завода, были с производства сняты и заменены цилиндрами прежней конструкции, т.е. с цилиндрическим профилем зеркала. Несколько позднее, анализом статистических данных было установлено, что действительно, параболический профиль рабочей поверхности в верхней части цилиндра работу цилиндровой группы нисколько не улучшает, ибо съем моторов по дымлению и отбраковка цилиндров по уступчатой выработке для цилиндров с параболическим профилем зеркала и цилиндров с нормальным профилем зеркала составляет одну и ту же величину. 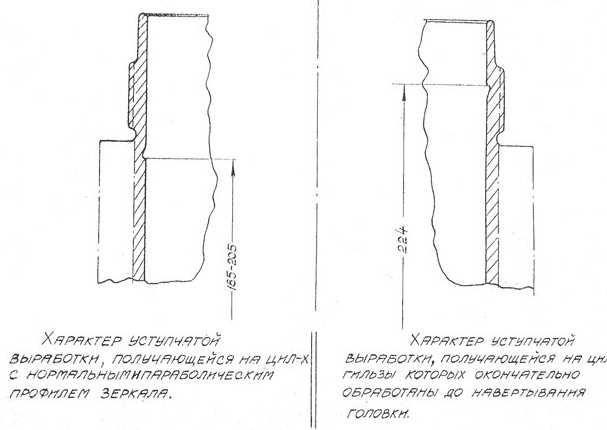 Рис.6 Но но этом работы с исследованием профиля рабочей поверхности не прекратились, а продолжали развиваться дальше в свете новой гипотезы о природе образования уступов, высказанной Главным Конструктором АД. Швецовым. Сущность этой гипотезы заключается в предположении периодического отставания главным образом первого газоуплотнительного кольцо поршня от профиля зеркала цилиндра в начале раструба, образующегося в верхней части гильзы в результате ее тепловой деформации. Отрыв кольцо происходит под действием большой скорости движения, максимальные значения которой (17-20 мт/сек), кок подтвердили исследования профиля зеркала цилиндра в нагретом состоянии, совпадают с моментом прохождения кольцом кривизны, образующей раструб. Периодически отрываясь от профиля рабочей поверхности, кольцо под действием силы упругости разжимается и с ударом вновь соприкасается с зеркалом, производя в месте удара уступчатую выработку. Наиболее вероятным тактом рабочего процесса, в котором происходит отрыв кольца от зеркала цилиндра, следует предполагать такт выхлопа, так как в этом такте верхнее кольцо свободно от воздействия на него газовых усилий и в основном находится только под влиянием сил собственной упругости и силы инерции, развивающейся от давления. Естественно, что для исключения явления отставания кольцо от профиля рабочей поверхности этот профиль в нагретом состоянии должен максимально приближаться к цилиндрическому. Рядом проведенных опытов удалось установить, что лучшим профилем рабочей поверхности цилиндра, который в нагретом состоянии максимально приближается к цилиндрическому, является профиль, соответствующий деформации верхнего конца окончательно обработанной по зеркалу гильзы после навертывания но нее головки. В этом случае уменьшение диаметра верхнего отверстия гильзы обеспечивается по произвольной кривой на величину от 0,3 до 0,5 мм на длине 50-65 мм от верхнего торца (см. фиг. №№ 4 и 5). Для проверки работы цилиндров с таким профилем было проведено: а) 50-ти часовое испытание но одноцилиндровой установке в поре с серийными поршневыми кольцами. Результат испытания: износ за 50- ти часовое испытание не превышает износа, получающегося за 10 часов но серийном цилиндре. Состояние поршневых колец хорошее. б) 10-ти часовое моторное испытание с газоуплотнительными кольцами и в первой канавке поршней хромированными по образующей (образующая конусная). Результат испытания: износ цилиндров не превышает 0,04 мм. Состояние колец хорошее. в) Испытание малой серии моторов АШ-82ФН в количестве 60 моторов с постановкой в первую конавку всех поршней газоуплотнительного кольцо с цилиндрической образующей. Результат испытания: после сдаточного испытания из числа опытных цилиндров, было обнаружено 6 цилиндров с уступчатой выработкой, расположенной на высоте 224 мм от нижнего торца гильзы, которая в отличие от выработки, получающейся но цилиндрах с обычным профилем, имела обратный характер (см. фиг. № 6). Тотчас произведенными исследованиями было установлено, что причиной такой выработки являлась работа в распор 2-х маслосборных колец, находящихся в 4-й канавке поршня. После соответствующего увеличения зазора в стыке этих колец, указанная выработка больше не наблюдалась. Во время прохождения моторами контрольного испытания, из их число было снято по дымлению цилиндров только 3 мотора (5%). При вскрытии и осмотре восьми дымивших цилиндров обнаружено, что 7 цилиндров находились в удовлетворительном состоянии и один цилиндр имел прямую уступчатую выработку, расположенную по средине гильзы цилиндра. г) Длительное 50-ти часовое испытание мотора АШ-82ФН №82142192, взятого из число малой серии. Поршневые кольца в первой канавке с цилиндрической образующей. Результат испытания удовлетворительный. Все цилиндры после испытания находились в хорошем состоянии, пригодном для дальнейшей работы. Максимальный износ в верхнем поясе у 5-ти цилиндров составлял от 0,12 до 0,17 мм. Состояние поршневых колец хорошее. д) Длительное 150-ти часовое Государственное испытание мотора АШ-82ФН No 82143252, также взятого из числа малой серии. Поршневые кольцо в первой канавке поршней с цилиндрической образующей. Результат испытания удовлетворительный. Все цилиндры после испытания находились в хорошем состоянии, пригодном для дальнейшей работы. Максимальный износ но 4-х цилиндрах достигал от 0,14 до 0,18 мм. Состояние поршневых колец хорошее. На основании положительных результатов перечисленных выше испытаний, цилиндры с гильзами, окончательно обработанными до соединения с головкой, и постановка в первую канавку поршней газоуплотнительного кольца с цилиндрической образующей, с 1-го августа 1945 года введено в серийное производство для постановки но моторы АШ-82ФН». Возможно, читатель утомлен одним только прочтением этого доклада, зато теперь он наверняка понял, что такое труд моторостроителей. Все эти титанические усилия не пропали даром: была наконец определена истинная причина появления уступчатой выработки гильз цилиндров и преждевременного износа поршневых колец. Ею оказалась конструктивная недоработка мотора – тепловой «раструб» гильзы, получающийся при работе мотора в результате его нагрева. Пониженные относительно допустимых по ТУ температуры мотора на самолете Ла-5ФН долгое время «скрывали» этот дефект, но на Ла-7 он проявился в полной мере.   Монтаж двигателя АШ-82ФН но истребителе Ла-9 С 3 августа 1945 года завод №19 начал выпускать моторы АШ-82ФН ред. 11/16 5-й серии с № 8215001. Ресурс моторов 5 серии составил 150 часов. Новые цилиндры завод начал ставить и на моторы ALU- 82ФН ред. 9/16 4-й серии с № 8224350. Моторы 5 серии имели следующие отличия: 1. Цилиндры изготовлены по новой технологии – гильзы окончательно обработаны до навертывания головки. В верхнюю канавку всех поршней поставлено цилиндрическое лапингованное кольцо вместо конусного. 2. В нижнее уплотнение кожухов тяг поставлен маслостойкий дюрит производства завода №734, изготовленный по специальным ТУ. 3. Поставлен насос НБ-ЗФА с верхним расположением PC-2Ф и с внутренним подводом масла к РС-2Ф. Поставлены малогабаритные анероиды АРС-1. 4. Поставлены магнето БСМ-14М серии «Е» с пусковым контактом производства завода №306. 5. Поставлена крыльчатка нагнетателя с 22 вырезами радиуса 11,5 мм на равных расстояниях по окружности. 6. Внутренние поверхности всасывающих и выхлопных полостей головок цилиндров, полости задней и передней половин корпуса нагнетателя, дроссельная коробка с переходником – зачищены с целью получения лучшей гидравлики. К боевым действиям против империалистической Японии новые моторы все же не успели. В октябре 1945 года И.К. Четверик отмечал: «Возвратившиеся из в/частей ДВФ механики докладывают, что основным дефектом моторов AШ- 82ФН является дефект кольцевой выработки гильз цилиндров. Так, в одной из в/ч только за 20 дней по этому дефекту снято 40 цилиндров (моторы 3-й и 4-й серии). О поведении моторов 5-й серии в эксплоотации сведений пока нет, ибо завод №21 выпустил всего 21 самолет с мотором 5-й серии…» Все же последующие испытания и эксплуатация показали, что основные дефекты мотора АШ-82ФН устранены и его надежность не вызывает больше сомнений. Вот такая непростая история получилась у мотора АШ-82 за годы Великой Отечественной войны. Конечно, с учетом того, что основное внимание в этой статье было уделено серийному производству и эксплуатации, а многие вопросы опытного моторостроения остались «за кадром» – это другая тема. Но на этом история нашего героя, в отличие от многих его жидкостных сверстников, не завершилась. Серийное производство доработанного мотора АШ-82ФН продолжилось и после войны, причем он получил еще большее распространение. В 1945-48 годах выпускались моторы АШ-82ФН 5-й и 6-й серий с ресурсом 150 часов. С 1948 года начался выпуск моторов АШ-82ФН 7-й, 8-й и 9-й серий с ресурсом 200 часов. В 1946-51 годах эти моторы устанавливались на боевых самолетах: истребителях Ла-9, Ла-11 и бомбардировщиках Ту-2, которые участвовали в боевых действиях в Китае и Корее, а также в высокоширотных экспедициях ВВС и Главсевморпути 1948, 1949 и 1950 годов, в последней из которых эти самолеты достигли Северного Полюса. Лишь с 1949-50 годов поршневой АШ-82ФН вынужден был уступить пальму первенства в боевой авиации реактивным двигателям, но нашел себе другое применение. Еще с 1946 года начался выпуск пассажирского самолета Ил- 12 с двумя АШ-82ФН, а также его транспортно-десантного варианта для ВВС, которые также активно участвовали в высокоширотных экспедициях ВВС, работали в Полярной авиации, а также эксплуатировались во многих странах мира. Во всех климатических зонах от экватора до полюса моторы Швецова продемонстрировали простоту и надежность в работе. Затем на базе АШ-82ФН были созданы еще более мощные моторы АШ-82Т для пассажирского Ил-14 и АШ-82В для вертолета Ми-4, которые трудились затем долгие годы. Таким образом, мотор М-82, созданный выдающимся советским конструктором А.Д. Швецовым перед самой войной, показал удивительное долголетие и находился в эксплуатации в разных модификациях почти полвека – пример, которому найдется мало аналогов. Михаил НИКОЛЬСКИЙ Примечания:РАЗВИТИЕ И ДОВОДКА МОТОРА М-82 В ГОДЫ ВЕЛИКОЙ ОТЕЧЕСТВЕННОЙ ВОЙНЫ Продолжение. Начало в АиК №2-4, 7/2005 г.
В июне 1944 года первые серийные Ла-7 поступили в «маршальский» 19-й ГИАП, где 24 июня состоялся их боевой дебют при проведении операции «Багратион» – освобождение Белоруссии. Официальные войсковые испытания Ла-7 состоялись несколько позже в 63-м ГИАП (командир Герой Советского Союза гв. подполковник Горбатюк Е.М.) 3-й ГИАД 1-го ГИАК. Дивизией командовал в то время гв. полковник В.И. Сталин, вернувшийся после опалы в боевой состав ВВС КА. Испытания проходили с 15 сентября по 15 октября 1944 года на 1-м Прибалтийском фронте. 63 ГИАП получил новую матчасть, формировался и переучивался в 14-м ЗАП (г. Тула) в августе месяце. Боевая работа полка началась 20 августа. К началу войсковых испытаний, т.е. к 15 сентября полк насчитывал в своем составе 30 самолетов Ла-7 с ALU- 82ФН. Из них 28 – производства завода №381 52-й и 53-й серий и 2 самолета завода №21. К началу испытаний каждый из самолетов полка налетал в среднем 11 ч 10 мин, средняя наработка каждого мотора составляла 22 ч 12 мин. Большая часть летчиков полка имела значительный налет и боевой опыт. Все летчики воевали на самолете Ла-5 с осени 1942 года, поэтому на переучивание в ЗАП для перехода на самолет Ла-7 потребовалось на каждого в среднем лишь по 3-5 полетов. Техсостав полка тоже ранее работал на самолетах Ла-5, причем 2/3 работало на Ла-5 с мотором АШ-82Ф и 1/3 на Ла-5 с АШ-82ФН. Имея большой опыт роботы на самолетах Ла-5, техсостав достаточно хорошо освоил эксплуатацию самолета Ла-7. Во время войсковых испытаний в полку работали представитель завода №19, представитель завода №296 и бригадо завода №381 в количестве 6 человек, которая занималось доводочными работами, устранением дефектов и ремонтом самолетов. Войсковые испытания проходили в период Рижской операции 1-го Прибалтийского фронта. Полк на самолетах Ла-7 15 сентября по 15 октября 1944 года произвел 462 боевых вылета с налетом 414 ч 15 мин. Из 116 групповых вылетов в 47 случаях имели место встречи с самолетами противника. В 39 случаях встречи оканчивались воздушными боями, из них 5 боев безрезультатных. Всего за эти бои было сбито 55 самолетов противника, из них: FW 190А – 52 и Bf 109G – 3. Наши потери за время испытаний: 8 самолетов Ла-7 и 3 летчика, из них: боевые потери – 4 самолета и 3 летчика, небоевые потери – 4 самолета. Все небоевые потери произошли вблизи аэродрома по причине отказов в работе моторов. При этом 1 самолет разбит при пробном полете и 3 при боевых вылетах. Работа полка до 27 сентября проводилась с аэродрома Пурайчай средней пыльности, а с 27 сентября – с аэродрома Шауляй малой пыльности. Самолет Ла-7 с мотором АШ-82ФН показал себя как современный, скоростной и маневренный истребитель, способный как истребитель воздушного боя выполнять следующие тактические задачи: прикрытие действий наземных войск и бомбардировочной авиации, сопровождение штурмовой авиации, свободная охота, расчистка воздуха от самолетов противника, прикрытие аэродромов. Кроме того, самолет мог вести разведку войск противника, а в отдельных случаях производить бомбометание. Самолет Ла-7 в воздушных боях до высоты 5000 м в сравнении с самолетами Bf 109 и FW 190 имел преимущество по горизонтальной скорости, скороподъемности, горизонтальному и вертикальному маневрам. Сравнительной оценки на больших высотах дано не было ввиду того, что полетов на этих высотах не производилось. Высокие ЛТД самолета Ла-7 позволяли ему занимать более выгодные позиции в воздушном бою, и, следовательно, эффективно использовать мощность своего огня. Однако следом за положительной оценкой самого самолета следовала во многом неожиданная отрицательная оценка работы моторов АШ- 82ФН: «Моторы АШ-82ФН но самолетах Jla-7 в эксплоатации оказались ненадежными. Основными дефектами их, выявленными при войсковых испытаниях, являются: а) ступенчатая выработка гильз цилиндров и выработка поршневых колец; б) попадание масла в систему всасывания мотора вследствие выработки мослоуплотнительных колец валика импеллера; в) выработка направляющих штоков клапанов, приводящая к повышенному расходу масло через них».
Установка мотора АШ-82ФН на самолете Ла-7 Собственно, еще 18 сентября 1944 года командир дивизии полковник Сталин утвердил акт, в котором указывалось: «В процессе боевой эксплоатации выявлены многочисленные отказы в работе мотора и его агрегатов, вследствие чего получаются: большой процент неисправных самолетов, тормозящих нормальную боевую роботу полка, и небоевые потери. Так, во время напряженных боевых действий за период с 14 по 17 сентября с/г включительно, средний процент неисправных самолетов по дефектом моторов составлял от 22 до 26%. За эти же дни полк потерял 3 самолета из-за отказов работы моторов в воздухе при полете в районе своего аэродрома (моторы №№ 829401, 8213269, 829406)'. Из них 2 случая произошли но планировании с убранным газом. При попытке дать газ для подтягивания, мотор не забрал. Предположительная причина – чрезмерное обеднение смеси, вплоть до полного выключения подачи топлива из-за большого разрежения в нагнетателе (обороты на планировании 1400-1600 об/мин, а дроссель на упоре малого газа)». Но не эти дефекты оказались в центре внимания: «Основные дефекты моторов следующие: 1. Ступенчатая выработка гильз цилиндров. Заменено 7 цилиндров и требуют замены еще 3 цилиндра. 2. Чрезмерно большой расход масла (до 20 л за 1 час полета на высоте до 3500 м, при максимальной температуре входящего масло 70 градусов) из-за выработки маслоуплотнительных колец валика нагнетателя и износа гильз цилиндров, приводящий иногда к падению давления масла – 5 случаев». Отмечалось также, что особенно большое количество дефектов наблюдалось на моторах производства завода №29. Необходимо сказать, что в августе 1944 года впервые на серийных истребителях Ла-7 появились такие приспособления, как противопыльные фильтры на всасывающих патрубках мотора. История их была, что называется, «с бородой»: еще с глухих предвоенных времен было хорошо известно пагубное влияние пыли на срок службы авиамоторов. Противопыльные фильтры были предусмотрены еще в предвоенных ТТТ на серийные истребители 1941 года. Конструкторы самолетов обещали их сделать, но «попозже». Как нетрудно догадаться, с началом войны всем стало не до этих фильтров. Все же в 1942 году разработкой их занялись, но не конструкторы, а ЛИИ и ЦАГИ, так как главной проблемой было не допустить падения наддува мотора при их включении. Опытные образцы фильтров для разных типов самолетов были разработаны, проверены, но внедрены в массовую эксплуатацию только на штурмовиках Ил-2. На истребителях типа Як и ЛаГГ-3 легкосъемные фильтры иногда применялись, но только в запасных полках. Такая вялая работа по противопыльным фильтрам объяснялась тем, что конструкторы самолетов были озабочены в основном повышением ЛТД своих изделий и снижением трудоемкости их изготовления, да и жизнь истребителей на фронте была короткой: моторы и так не успевали выработать положенный им ресурс. Однако к 1944 году потери снизились, продолжительность фронтовой службы самолетов и моторов стала возрастать, и военные вновь стали настойчиво требовать установки противопыльных фильтров на серийные истребители. С.А. Лавочкин всегда внимательно относился к пожеланиям фронтовиков, поэтому поручил СКБ заводов №№21 и 381 разработать на конкурсных началах такие фильтры для Ла-7. Лучшей оказалась конструкция завода №381. При взлете и посадке (выпущенных шасси) входные отверстия всасывающих патрубков были закрыты заслонками, а воздух в мотор поступал через расположенные рядом «карманы» с мелкой сеткой «Дельбах» на входе. При уборке шасси заслонки механически открывались, а «карманы» – закрывались, и забор воздуха шел через штатные всасывающие патрубки. Такие фильтры были приняты к серийной постройке – сначала на заводе №381, и в августе 1944 года Ла-7 с фильтрами начали появляться на фронте. Но качество изготовления первых фильтров оставляло желать лучшего: отмечалась их плохая подгонка и большие щели, а также ненадежность в эксплуатации. Поэтому неудивительно, что наиболее вероятной причиной преждевременного выхода из строя гильз цилиндров и маслоуплотняющей системы нагнетателя было названо: «… отсутствие на большинстве самолетов противопыльных фильтров при низком расположении всасывающих патрубков. Но некоторых самолетах, на которых они установлены, фильтры вышли из строя в результате обратных вспышек. Кроме того, подгонка воздушных заслонок не удовлетворительна (щели 10-20 мм)». Такая причина вполне устраивала завод №19, так как перекладывала всю ответственность за срыв боеготовности на самолетные заводы. В процессе войсковых испытаний состояние моторов АШ-82ФН на самолетах Ла-7 в 3-й ГИАД обследовалось специальной комиссией представителей ВВС и НКАП. Комиссия установила: первые 10 часов моторы вели себя хорошо. Последующая их работа начала сопровождаться отказами цилиндров, вследствие наличия на зеркальной поверхности уступов, сработанности поршневых колец, сработанности направляющих втулок клапанов, нарушение лабиринтного уплотнения валика импеллера, что в целом и явилось причиной появления большого расхода масла от 25 до 45 литров на один час полета. В дивизии (в 32 и 63 ГИАП) вследствие большого расхода масла (в среднем 25-35 кг за полет) в конце испытаний требовалось заменить 16 моторов АШ-82ФН. Кроме того, на четырех самолетах Ла-7 требовалось заменить моторы по разным другим дефектам. Таким образом, из имеющихся в обоих полках 70 самолетов Ла-7 на 20-ти требовалась смена моторов, что составляло 26% неисправной материальной части. Из имеющихся в наличии 58 исправных самолетов на трех уже были заменены моторы по разным дефектам, а именно: вследствие выпадания контровки двойной шестерни газораспределения – один мотор, вследствие большого расхода масла – один мотор и вследствие появления стружки на фильтре Куно ~ один мотор. Кроме того, на 23 моторах было заменено 76 цилиндров по большому расходу масла и дымлению.
Противопыльный фильтр конструкции завода No381, 1944 г.
Противопыльный фильтр конструкции завода №21, 1945 г. Комиссией была проведена большая работа по выявлению причин большого расхода масла. Для определения степени влияния пропуска масла через уплотнения валика нагнетателя на расход масла на моторе No 8213743 был заменен собранный нагнетатель, а на моторах No 8213945 и No 82121058 были заменены уплотнительные кольца валика нагнетателя. Установлено, что после выполнения указанных работ расход масла уменьшился только на 4-5 кг. Таким образом, установлено, что пропуск масла через уплотнения валика нагнетателя не служит основной причиной большого расхода масла мотором. Было осмотрено 20 цилиндров, снятых с моторов АШ-82ФН (№№ 82131022,8213904,8213938 и др.), установленных на самолетах Ла-7, наработавших в пределах от 9 до 20 часов. Осмотр цилиндров показал наличие ступенчатой выработки на расстоянии 50-60 мм от верхнего торца цилиндра по окружности. Поршневые газоуплотнительные кольца на цилиндрах, имеющих ступенчатую выработку, имели полный износ конуса. Поршневые масло- сбрасывающие кольца имели большой износ и острую кромку с заусенцами. На грибках клапана всасывания и выпуска, с обеих сторон был обнаружен губчатый масляный нагар, что свидетельствовало о пропуске масла между направляющей втулкой и штоком клапана, а также через поршневые кольца. Для определения влияния винтомоторной группы на износ цилиндров была осмотрена система выхлопа и питания мотора воздухом. Было установлено, что на самолетах Ла-7 выхлоп газа и питание мотора воздухом происходит в худших условиях, чем на самолетах Ла-5. На Ла-7 верхние и нижние выхлопные патрубки закрыты капотом и не находятся в потоке створок продува, вследствие чего выхлопные газы из этих патрубков частично ударяют в противопожарную перегородку и завихряются, от чего цилиндры задней звезды мотора работают в более тяжелых температурных условиях, чем на самолетах Ла- 5ФН, но не выходящих из температурных режимов, указанных в инструкции по эксплуатации мотора АШ- 82ФН. Система питания мотора воздухом на самолетах Ла-7 с пылеулавливающими фильтрами и без них не предотвращала от попадания пыли в моторы при рулежке и взлете самолета. Существующие воздухозаборники при рулежке и на взлете самолета служили сборниками пыли, потому что заслонки воздухозаборников расположены в глубине их, а не по обтеканию центроплана. На самолетах, не имеющих пылеулавливающих фильтров, попадание пыли в мотор возможно также при пробе моторов на земле. Из бесед с летным и техническим составом 32 и 63 гв. полков, эксплуатирующих самолеты Ла-5ФН с 1943 года и самолеты Ла-7 с 1944 года, просмотра формуляров и наблюдения представителей завода No 19 было установлено, что отступлений от инструкции по эксплуатации мотора ALLI- 82ФН, а также от рекомендованных сортов топлива и масел не наблюдалось. Кроме этого отмечалось, что 137-й ГИАП этой же дивизии, работая на тех же аэродромах, что и 32 и 63 ГИАП, и будучи укомплектован 13-ю самолетами Ла-5ФН с моторами ALU- 82ФН, имел в сентябре 1944 года только 4 случая выхода цилиндров из строя по кольцевой выработке, при средней наработке моторов, установленных на самолетах Ла-5ФН, равной 80 часов. В результате представленных комиссией материалов и проведенной работы в 3-й ГИАД комиссия сделала следующие выводы: «Предположительными причинами преждевременного выхода из строя моторов АШ-82ФН на самолетах Ла-7 по ступенчатому износу зеркала цилиндров и большому расходу масла являются: 1. Не соответствие техническим условиям изготовления цилиндров, поршневых колец и направляющих клапанов. 2. Попадание большого количества пыли в цилиндры через воздушную систему питания мотора воздухом. Существующая система питания мотора воздухом на самолетах Ла-7 с пылеулавливающими фильтрами и без них не предотвращает от попадания пыли в цилиндры мотора. Настоящее предположение подтверждается эксплоатацией моторов АШ-82ФН, эксплоатирующихся в 137 ГИАПе 3 ГИАД на самолетах Ла- 5ФН в более тяжелых аэродромных пыльных) условиях при наработке от 18 до 98 часов, и имеющих в сентябре месяце с. г. замену только 4 цилиндров по дефекту кольцевой выработки зеркала. 3. Существующая копотировка мотора – уменьшение щелевых отверстий для протока воздуха, охлаждающего мотор, а также расположение двух верхних и двух нижних выхлопных патрубков вызывает повышенные температурные состояние цилиндров, особенно задней звезды, что при роботе но обогащенной смеси может влиять на кольцевую выработку цилиндров. Это подтверждается большим выходом цилиндров задней звезды моторов АШ-82ФН. 4. Практика частичной замены отдельных цилиндров на моторах АШ- 82ФН показала, что это не дает гарантии в полной выработке моторесурса, так как после нескольких полетов выходят из строя следующие цилиндры (ранее не заменявшиеся). Поэтому для обеспечения бесперебойной работы дивизии, НКАП должен обеспечить дивизию соответствующим резервом цилиндров». Наработка моторов АШ-82ФН на самолетах Ла-7 в 3-й ГИАД к этому времени составила: средняя – 42 ч 50 мин, из них в воздухе – 34 ч 57 мин; максимальная – 69 часов, из них в воздухе – 56 ч 20 мин. Таким образом, как видим, первоначально названная военными основная причина выхода из строя цилиндров ~ попадание пыли, стала отходить на второй план, а главной причиной они стали теперь называть недостаточно высокое качество производственного выполнения этих узлов мотора на заводах №№ 19 и 29. 6 ноября 1944 года в письме Г.М. Маленкову А.А. Новиков докладывал: «В частях ВВС имеется много случаев преждевременного выхода из строя моторов АШ-82ФН, установленных на самолетах Ла-7. Основной причиной выхода из строя моторов АШ-82ФН является ступенчатая выработка зеркала гильз цилиндров. Так например, только в 3 ТИАД (3 В А) в течение октября месяца с. г. было заменено по этой причине 109 цилиндров на 36 моторах, причем цилиндры были заменены в среднем на 25-30 часу роботы мотора. В настоящее время в этой же дивизии требуется, из-за отсутствия цилиндров, замена 25 моторов, в 6 ВА – 38 моторов и в 4 ВА -11 моторов. Преждевременный износ зеркала цилиндров моторов АШ-82ФН\ установленных на самолетах Ла-7, вызываются следующими причинами: 1. Применение некачественного материала для изготовления цилиндров и неправильной их термической обработкой, что подтверждается анализом, произведенным в лаборатории ТК НИИ ВВС; 2. Недоработкой винто-моторной группы самолета Ла-7. К основным недостаткам винтомоторной группы самолета Ла-7 относится – необеспеченность нормального температурного режима мотора при наборе высоты и неудовлетворительная конструкция пылеочистительных фильтров». Завод №19 по-прежнему продолжал отрицать какую-либо свою причастность к появлению этого дефекта. Единственной «реакцией» его стал выпуск инструкции, согласно которой для улучшения борьбы с пылью техсоставу в частях нужно было регулярно смазывать моторным маслом внутреннюю полость всасывающих патрубков и противопыльные фильтры, а также менять масло в моторе и мас- лосистеме самолета через каждые пять часов полета. Руководство НКАП отреагировало также довольно привычно. Постановлением ГКО от 20 октября 1944 года предписывалось в 4-м квартале увеличить выпуск моторов АШ-82ФН: по заводу №19 – с 22 до 25, и по заводу №29 – с 5 до 7 моторов в сутки. В этой ситуации ОКБ Лавочкина не оставалось ничего, как предпринимать новые усилия по улучшению конструкции противопыльных фильтров с тем, чтобы снять обвинения в свой адрес. На заводе №21 была разработана новая конструкция противопыльных фильтров с приводом от гидросистемы уборки и выпуска шасси. Входные отверстия всасывающих патрубков на взлете и посадке по-прежнему закрывались заслонками, но забор воздуха при этом теперь осуществлялся через два закрытых сеткой «Дельбах» отверстия в верхней части капота. При уборке шасси эти отверстия закрывались гидросистемой самолета, а штатные патрубки в носке центроплана открывались. Конструкция эта была более сложной, но зато теперь уже никто не мог сказать, что патрубки с фильтрами расположены слишком низко и слабо защищены от пыли. Новые патрубки были внедрены в серийное производство в марте-апреле 1945 года. Конечно, в принципе нетрудно было понять, что пыль не может быть истинной причиной появления износа цилиндров. Ведь Ла-7 по-прежнему являлся единственным истребителем, на котором были установлены пусть и неважные противопыльные фильтры, но на котором тем не менее был выявлен этот дефект. А как же многочисленные Яки? Ведь на них противопыльные фильтры отсутствовали вовсе, а всасывающие патрубки также были расположены низко. С наступлением поздней осени и зимы и резким снижением пыльности аэродромов стало окончательно ясно, что дело не в пыли, а в конструкции и/или технологии изготовления самого мотора. Но аргументированно доказать это было непросто. Все же такие попытки со стороны ВВС последовали. Так, в январе 1945 года в докладе «О работе моторов ALU- 82ФН, установленных на самолетах Ла-5 и Ла-7 в 1-м Гвардейском истребительном авиационном Минском корпусе» говорилось: «Первоначальное объяснение причин ступенчатой выработки цилиндров – «эксплоатация самолетов на пыльных аэродромах», явилось не правильным, так как целый ряд предупредительных мероприятий (смазывание маслом внутренней полости всасывающего сопла и противопыльных фильтров, регулярная замена масло через каждые пять часов полета, строгое соблюдение правил эксплоатации данного мотора летным составом и других мероприятий, проводимые техническим составом) положительных результатов по уменьшению расхода масло не дало, а поэтому основной причиной ступенчатой выработки цилиндров нужно считать: – несоответствие техническим условиям изготовление цилиндров, поршневых колец и направляющих клапанов». Начальник УТЭ ВВС КА генерал- лейтенант ИАС Ф.Н. Шульговский в начале марта 1945 года докладывал статистику по дефектам самолетов и моторов ВВС КА за 1944 год: «По мотору АШ-82Ф и ФН: 1. Выработка и поломка поршневых колец и ступенчатая выработка цилиндров. Всего было 882 случая, в результате чего произошло: аварий самолетов – 5, аварий моторов – 188, поломок и вынужденных посадок самолетов – 17, простои и потери боеготовности – 672. По заводам этот дефект распределяется следующим образом: завод №19 – 845, завод №29 – 37. Следует отметить, что количество случаев этого дефекта в течение года всё увеличивалось. Так, например: в январе было 13 случаев в феврале 7 в марте 10 в апреле 12 в мае 40 в июне 24 в июле 132 в августе 77 в сентябре 99 в октябре 174 в ноябре 112 в декабре 190 Дефект этот является следствием грубых нарушений технологии производства гильз цилиндров (неравномерный и недостаточный слой азотации, пониженная твердость, сернистые включения и плохого устройства фильтра и воздухоприемника на самолете Ла-7». Других дефектов на моторах AШ 82ФН было гораздо меньше: прогар, обрыв и заедание клапанов – 172 случая, поломка клапанных пружин – 75 случаев, износ и разрушение направляющих втулок клапанов, разрушение седел клапанов – 82 случая, обрывы шатунов – 67 случаев, поломки валиков: переходников привода агрегата НБ-ЗУ, привода к масло- и бензопомпам, привода к генератору – 188 случаев. Надо сказать, что завод №19 в течение 1944 года не предпринимал каких-либо серьезных усилий по совершенствованию мотора АШ-82ФН. Хотя были внедрены в серию моторы ФН 2-й, 3-й, а затем и 4-й серий, их отличия от моторов 1-й серии были невелики. В отсутствие каких-либо реальных мероприятий по устранению износа цилиндров ВВС вынуждены были принимать меры, так сказать, «экстенсивного» плана: организовывать замену дефектных цилиндров и моторов с последующим восстановлением их в ремонтных мастерских. Из доклада 10 февраля 1945 года Главного инженера ВВС КА А.К. Репина А.А. Новикову: «Докладываю о состоянии парка самолетов Ла-5 и Ла-7 с моторами АШ-82ФН, по состоянию на 1.2.45 года. Из числа неисправных 320 самолетов Ла-5 АШ-82ФН и 146 самолетов Ла-7 АШ-82ФН, т.е. 466 самолетов с мотором АШ-82ФН, 203 самолета неисправны из-за моторов, что составляет 8,5% к всему парку самолетов Ла-5 и Ла-7… Положение с моторами AШ 82ФН будет оставаться тяжелым, если нам не будет оказана со стороны НКАП действенная помощь реальной поставкой запасных частей, и в первую очередь, цилиндров, а также самих моторов. Для характеристики положения обеспеченности ВВС моторами AUJ- 82 и запчастями к ним, привожу следующую таблицу: Кроме того, для увеличения выпуска авиационных моторов из капитального ремонта требуется отпуск авиамастерским электроэнергии и хромового ангидрида. То и другое необходимо для восстановления цилиндров хромированием. В январе месяце большинство мастерских работало с плохой загрузкой станочного парка из-за неподачи электроэнергии, а хромового ангидрида в январе получили от промышленности вместо утвержденного постановлением ТОКО на / кв. 1945 г. – 30000 кгр, всего 1500 кгр». При наличии нужных запчастей вся тяжесть восстановления боеготовности самолетов Ла-7 ложилась на техсостав частей и соединений. Их ратные подвиги были в свое время отражены даже в советской мемуарной литературе. Так в книге А.Ф. Семенова и Б. Дашцэрэн «Эскадрилья «Монгольский Арат», посвященной истории 2-го гвардейского ИАП, находим: «Однажды 2-й гвардейский полк перебазировался на новое место. На прежнем аэродроме остались четыре самолета, в моторах которых требовалось заменить цилиндры и поршневые кольца. Это трудная работа, и на нее обычно уходило около двух дней. Но это вовсе не устраивало командира звена старшего лейтенанта М.Е. Рябцева лейтенанта Г. В. Уткина и других летчиков. И они вместе с механиками и техниками почти всю ночь ремонтировали самолеты и к утру ввели их в строй… Настоящий трудовой подвиг совершили два механика – В. И. Кузнецов и В.Н. Дубровский. На самолете, который они обслуживали, основательно износился мотор: упала тяга, увеличился расход масла. Инженеры пришли к выводу, что нужно менять поршневые кольца во всех цилиндрах. Операция трудоемкая, на нее, по самым скромным расчетам, должно было уйти два-три дня. Но Кузнецов и Дубровский возвратили самолет в строй за одну ночь. Даже видавший виды инженер не смог скрыть своего удивления и восхищения, когда проверял их работу…» В результате принятых мер, а также большого количественного превосходства ВВС КА над противником, пониженный ресурс моторов АШ-82ФН практически не сказался на результатах боевой работы частей, вооруженных самолетами Ла-7. Они успешно закончили войну и не раз еще показывали свою высокую живучесть в бою. На самолете Ла-7 закончил войну лучший советский ас И.Н. Кожедуб, сбивший на Ла-5 – 45 и Ла-7 – 17, а всего 62 самолета врага. Завод №19 и в 1945 году продолжал упорно отметать все претензии в свой адрес. Так в январе 1945 года в отчете старшего военпреда завода инженер-майора И.К. Четверика отмечалось: «… Эксплоатация моторов проводилась на самолетах Ту-2, Пе-8, Ла-5, Ла-7, Ли-2. На самолетах Ту-2 и Пе- 8 в большинстве случаев моторы отрабатывают свой ресурс, а на всех остальных лимитирует цилиндровая группа, особенно на самолетах Ла-7. Для устранения преждевременного износа цилиндровой группы на самолетах Ла-7 заводом выпускается эксплоатационный бюллетень, в котором предусмотрены профилактические мероприятия…» В марте: «В каждой воздушной армии созданы точки по замене цилиндров на самолетах Ла-7, куда выделены заводские бригады. Для меньшего простоя самолеты в указанные точки приходят лётом, где после замены цилиндровой группы проводят приработку мотора и облет по кругу, с последующей отметкой в формуляре о допуске мотора к эксплоата- ции… Из поступивших отчетов можно сделать вывод, что цилиндровая группа моторов АШ-82ФН лимитирует ресурс роботы моторов ка на самолетах Jla-7, так и на самолетах Ла-5. Выработка установленного ресурса работы мотора является редким явлением, и притом с заменой нескольких цилиндров…»
Военпред завода №9 И. К. Четверик
Мотор АШ-82 в разрезе В апреле: «Рекламации: По АШ-82ФН – поступило 147\ принято 22, отклонено 125… Надо отметить, что почти все отклоненные рекламации относятся к числу односторонних, которых в апреле поступило особенно много, и рекламаций по износу гильз цилиндров но Ла-7, которые завод также не принимает, считая виновником завод №21 и №381…» В мае: «… Эксплоатация моторов типа АШ-82ФН происходила в основном на самолетах типа Ла-5, Ла-7 и Ту- 2. Моторы, установленные но самолеты типа Ла-7 ред. 11/16, установленный заводом ресурс в 100 часов не вырабатывают. Лимитирует по-прежнему цилиндровая группа по причине выработки зеркала цилиндров и поршневых колец. Выпускаемые в настоящий момент самолеты Ла-7 с новыми воздухозаборниками, исключающими попадание пыли в цилиндровую группу мотора, очевидно несколько улучшат положение с цилиндровой группой, но пока нет сведений из эксплуатирующих организаций о их работе…» Надо отметить, что работа военпредов, особенно в военное время требовала от них немалой изобретательности и искусства дипломата. В процессе серийного производства на заводах шла непрекращающаяся борьба как за качество, так и за количество. Нетрудно понять, что это были взаимоисключающие требования. По требованию ГКО и наркоматов даже в самом конце войны наши заводы продолжали наращивать темп выпуска и максимум был достигнут в марте-апреле 1945 года. Сейчас часто раздаются голоса, дескать, зачем это было нужно, ведь было ясно, что война вот-вот закончится. Однако это только теперь мы знаем всё, а тогда Сталин, опасаясь всяких неожиданностей, не давал расслабиться никому. Но при постоянно увеличивающемся темпе выпуска сохранять на должной высоте качество продукции удавалось далеко не всегда. Периодически при приемке готовой продукции военпреды выявляли те или иные дефекты, и перед ними вставал извечный вопрос: что делать? Если не принимать, то будет большой скандал, и чем кончится дело неизвестно. Если принять, то пойдут претензии из строевых частей, и нагоняй от своего начальства тоже обеспечен. В большинстве случаев приходилось договариваться с заводчанами и искать взаимоприемлемые решения, «не вынося сор из избы». Правда, в 1946 году эта практика сильно «аукнулась» А.И. Шахурину, А.А. Новикову, А.К. Репину, Н.П. Селезневу и некоторым другим руководящим работникам ВВС и НКАП. Но в начале 1945 года И.К. Четверик еще проявлял дипломатичность и лишь потом обстоятельно изложил то, что же происходило тогда на заводе №19 на самом деле. В те дни, когда вся страна праздновала победу, в Перми обстановка была далеко не праздничной. Наконец-то, ответственность за появление дефектов цилиндров моторостроителями была признана, и начался «разбор полетов», похожий на детективный триллер. Впрочем, слово нужно предоставить непосредственному свидетелю и участнику событий «горячего лета 1945 года» инженер-майору Ивану Кузьмичу Четверику: «В основу проведения работ по борьбе с преждевременным износом и уступчатой выработки цилиндров моторов АШ-82ФН в 1945 году, за исключением нескольких предложений возникших в последнее время, были вновь положены предположения о причинах образования дефекта, уже неоднократно подвергавшиеся проверке в прошлые годы но различных типах выпускаемых заводом моторах. Кратко эти предложения сводятся к следующему: 1. Неравномерная глубина и твердость азотированного слоя по длине рабочей поверхности гильзы. 2. Распор силами газов верхнего поршневого кольцо в такте расширения. 3. Волнистая поверхность торцов газоуплотнительных колец приводящая к прорыву газов из камеры сгорания в межкольцевые пространства, к сгоранию и коксованию в них масло и, следовательно, к быстрому износу цилиндров. 4. Высокая степень чистоты рабочей поверхности цилиндра, недостаточно хорошо удерживающая масло, особенно в верхней части цилиндра, в начальный период работы мотора. 5. Отступления от технологии испытания моторов, заключающиеся в игнорировании заливки мосла в цилиндры перед началом испытания, прокачки масло-магистрали мотора горячим маслом перед запуском и недостаточном прогреве моторов во время приработки. 6. Короткая (по времени) приработка моторов перед контрольным испытанием. 7. Плохая работа топливной аппаратуры, могущая проявляться в некачественном распыле топлива форсунками и неравномерной подоче топливо по цилиндрам насосом непосредственного впрыска.
Рис.1
Рис.2 8. Неравномерное распределение воздуха воздушными дефлекторами, устанавливаемыми на цилиндры моторов, собираемых на контрольное испытание и ведущее к неравномерным тепловым деформациям цилиндров. 9. Завышенные перекосы отверстий в главном шатуне под пальцы прицепных шатунов и фланца крепления цилиндров к зеркалу цилиндра, нарушающее движение поршня по рабочей поверхности цилиндра. 10. Осушающее действие масло- сборных колец, расположенных в 4-й канавке поршня. 11. Повышенное содержание в масле бензина. 12. Возможность дымления цилиндров, если на них отсутствует уступчатая выработка, от неравномерной затяжки цилиндровых гаек. 13. Режущее действие 1-го поршневого кольца имеющего острую рабочую кромку и работающего по сравнению с другими кольцами в наиболее трудных условиях. 14. о) Раструб, получающийся в верхней части гильзы в результате тепловой деформации цилиндра и усугубляющий режущее действие 1-го гозоуплотнительного кольцо. б) Отрывание 1-го гозоуплотнительного кольцо от профиля рабочей поверхности но кривизне, образующей тепловой раструб в верхней части гильзы цилиндра. ПРОВЕДЕННЫЕ ОПЫТНЫЕ РАБОТЫ 1. Для определения равномерности по длине и окружности рабочей поверхности цилиндров глубины и твердости азотированного слоя были подвергнуты металлографическому исследованию ряд новых цилиндров, снятых с моторов по наличию уступчатой выработки. Металлографическим анализом установлено, что все вновь выпускаемые цилиндры, а также 70% цилиндров с уступчатой выработкой имеют глубину и твердость азотированного слоя по длине и окружности зеркала, вполне соответствующие техническим условиям. Но, тем не менее, на всех исследуемых образцах обнаружено, что непосредственно в месте уступчатой выработки, толщина азотированного слоя и твердость поверхности, не выходя из пределов технических условий, все же несколько ниже, чем в точках лежащих до и после выработки. Обычно уменьшение толщины слоя соответствует величине порядка 0,02- 0,05 мм, а уменьшение твердости достигает 2-х единиц. Факт уменьшения в месте уступчатой выработки толщины и твердости азотированного слоя свидетельствует о том, что кольцевая выработка есть не что иное, как местный износ рабочей поверхности. Для дополнительного подтверждения влияния на образование уступчатой выработки неравномерной глубины и твердости азотированного слоя, в период наибольшего подъема дефекта было проведено контрольное испытание 10 моторов АШ-82ФН, с цилиндрами, изготовленными под строгим технологическим наблюдением. Результат испытания оказался неудовлетворительным, так как 2 мотора было снято с испытания по дымлению 5-ти цилиндров, из которых 4 цилиндра имели уступчатую выработку. Таким образом, указанным испытанием удалось установить, что параметры глубины и твердости азотированного слоя основной причиной, вызывающей уступчатую выработку, не являются. 2. Проверка мнения появления уступчатой выработки вследствие распора силами газов верхнего поршневого кольца в такте расширения была произведена построением схемы сил, действующих в цилиндре мотора АШ- 82ФН. Из этой схемы очевидно, что распор силами газов первого гозоуплотнительного кольцо в момент прохождения им рабочей поверхности цилиндра, на которой в подавляющем большинстве случаев образуется местная кольцевая выработка, сравнительно невелик и вряд-ли может иметь существенное значение но образование выработки. И в сомом деле, если в начале движения поршня от ВМТ над его днищем в такте расширения действует усилие газов, равное 11200 кг, то в момент прохождения им зоны образования уступов над его днищем действует усилие, составляющее всего лишь 4000 кг. 3. Влияние но образование кольцевой выработки коробления торце в поршневых колец было проверено но двух малых сериях моторов АШ-82ФН по 100 моторов в каждой, с постановкой на все поршни этих моторов газоуплотнительных колец, лапинговон- ных по торцам. В первом случае было проведено контрольное испытание 100 моторов до момента резкого возрастания дефекта дымления цилиндров. Полученный при этом результат показывает, что постановка на поршни колец, хонингованных по торцам, снижает дефект дымления с 14,7 до 9,5%. Во втором случае, то же самое испытание было проведено в период наибольшей интенсивности дефекта, но никаких улучшений не было замечено. Из число поставленных но испытание моторов 30% было снято по дымлению и уступчатой выработке цилиндров. 4. По определению влияния но образование уступчатой выработки степени чистоты рабочей поверхности, на контрольное испытание было собрано 35 моторов с цилиндрами переднего ряда, предварительно прохонингованными(*) по зеркалу до степени чистоты 10-15 микродюймов по профилометру, вместо 4-6 микродюймов, соответствующим новым цилиндрам. Результат испытания удовлетворительный. Предварительное хонингование цилиндров перед постановкой их на контрольное испытание снижает съем моторов по дымлению и уступчатой выработке цилиндров с 15% до 10%. 5. Для проверки качества выполнения технологии испытания моторов, в период наибольшего снятия моторов по дымлению цилиндров, в течение 10 дней было организовано круглосуточное дежурство но балансах Испытательной станции работников ОТК, конструкторов и технологов. Результат проверки: отступлений от технологии испытания не отмечено. Съем же моторов по дымлению и уступчатой выработке цилиндров продолжал оставаться на прежнем уровне (до 35%). 6. Влияние но износ и дымление цилиндров продолжительности приработки перед контрольным испытанием было проверено: а) Контрольным испытанием 86 моторов АШ-82ФН с продолжительностью приработки перед контрольным испытанием, равной 1 час 35 мин вместо существующих 43 мин. Результат неудовлетворительный. Съем моторов с испытания по дымлению цилиндров составил 35%. б) Контрольным испытанием 31 мотора АШ-82ФН с увеличенным приработком в 1 час 10 мин. Целью этого испытания являлось создать наилучшие условия проведения приработки перед режимной работой за счет плавного перехода с одних оборотов на другие (через каждые 100 оборотов с n=1000 об/мин до n- 1600 об/мин) и увеличения времени работы но указанных оборотах. Результат неудовлетворительный. Из числа поставленных но испытание, 8 моторов были сняты с испытания по дымлению цилиндров. 7. Вследствие того, что съем моторов по дымлению и уступчатой выработке цилиндров присуще только контрольным моторам, собираемым но испытание с насосами непосредственного впрыска топливо в цилиндры, и является весьма редким по сдаточным мотором, собираемым на испытание с карбюраторами, сложилось мнение, что основной причиной уступчатой выработки цилиндров является некачественная робота топливных форсунок и насоса непосредственного впрыска. С целью исследования этого вопроса были поставлены эксперименты: а) По причине того, что на заводе пока нет возможности для правильного контролирования топливных форсунок на качество распыла топлива, было проведено испытание 6-ти моторов АШ-82ФН с форсунками, снятыми с цилиндров после образования но них уступов или показавших плохую работу. Результат испытания удовлетворительный. Все моторы прошли испытание без дефектов цилиндровой группы. б) Сдаточное испытание 6 моторов АШ-82ФН с постановкой насосов непосредственного впрыска вместо карбюра торов. Результат испытания удовлетворительный. Цилиндров с уступами после испытания не обнаружено. в) 2 десятичасовых испытания но одноцилиндровой установке топливных форсунок с хорошим и плохим распылом топлива. Отбор форсунок, за неимением соответствующей аппаратуры, был сделан приближенно. Результат испытания: из носы цилиндров равноценны. Износы колец больше с форсункой, имеющей плохой распыл. г) 5-ти часовое испытание на одноцилиндровой установке по определению влияния но износ цилиндров и поршневых колец обогащения смеси. Результат испытания: на нормальных смесях износы гильз и колец были больше, чем износы при роботе мотора но богатой смеси. 8. Предположение о том, что уступчатая выработка является следствием постановки на цилиндры дефлекторов обдува, также как и в предыдущем случае, сложилась на основании разницы в сборках сдаточных и контрольных моторов. По установившемуся еще в 1941 году производству, дефлекторы обдува цилиндров устанавливаются только на моторы, собираемые но контрольное испытание, а сдаточное испытание моторы проходят без дефлекторов. По определению влияния дефлекторов обдува на дымление цилиндров было проведено: а) Сдаточное испытание 8 моторов АШ-82ФН с постановкой всех дефлекторов обдува цилиндров. Результат испытания удовлетворительный. Все моторы прошли испытание без дефектов цилиндровой группы. б) Контрольное испытание 6-ти моторов АШ-82ФН без дефлекторов обдува переднего ряда цилиндров. Результат неудовлетворительный. Два мотора снято с испытания по дымлению цилиндров. 9. По вопросу влияния но износ и дымление цилиндров осей отверстий в главном шатуне под пальцы прицепных шатунов и перекоса фланца крепления цилиндра к рабочей поверхности было проделано: а) У 10-ти цилиндров, имеющих уступчатую выработку на рабочей поверхности и у 10-ти цилиндров, вновь изготовленных, была замерена величина неперпендикулярности плоскости фланца к рабочей поверхности. В результате этой проверки установлено, что на большинстве цилиндров величина неперпендикулярности плоскости фланца к зеркалу, по сравнению с чертежом, значительно завышена и на отдельных цилиндрах вместо 0,05 мм составляет 0,1-0,14 мм. Иной же связи между завышенной неперпендикулярностью фланца к зерколу и уступчатой выработкой в донном случае не обнаружено. б) Проведено контрольное испытание 39 моторов АШ-82ФН с завышенным против чертежа перекосом осей отверстий в главном шатуне под пальцы прицепных шатунов. Во многих случаях перекос осей отверстий вместо 0,07 мм достигал от 0,1 до 0,2 мм. В результате испытания непосредственной связи дефектов дымления цилиндров и уступчатого износа с завышенными перекосами осей отверстий в главном шатуне под пальцы прицепных шатунов не установлено. Всего за время испытания было снято по дымлению цилиндров 4 мотора с общим количеством дымящих цилиндров 13 штук. Все эти цилиндры оказались в удовлетворительном состоянии, несмотря но то, что в трех из них стояли прицепные шатуны с завышенным перекосом. 10. Для исследования влияния но образование уступчатой выработки осушающего действия мослосборных колец проведено контрольное испытание 25-ти моторов АШ-82ФН с маслосборными кольцами, имеющими глубину торцевых выемок для сброса мосла, уменьшенную на 0,1 мм. Результат испытания неудовлетворительный. Из 25-ти моторов снято по дымлению цилиндров 5 шт., но 6- ти из число дымящих цилиндров обнаружен кольцевой износ. 11. Возможность возникновения уступчатой выработки в зависимости от повышенного разжижения масло бензином была проверено анализом мосла, взятого с 11 моторов, имевших дымление цилиндров, и 4-х моторов, работавших нормально. Пробы масло брались при роботе на режиме номинала из крана слива магистрали у сетчатого фильтра. Результат анализа: в масле, отобранном из магистрали дымивших моторов, содержалось в среднем от 2,2 до 3% бензина и только на одном моторе это величина составила 4,4%. В масле удовлетворительно работавших моторов содержание бензина было несколько ниже: в 3-х случаях от 1,2 до 1,7% и в одном случае 2,45%. Как видно из приведенных цифр, разжижение масло не отличается от разжижения, наблюдаемого на удовлетворительно работающих моторах. 12. Для проверки предположения причины выявления дымления цилиндров в том случае, когдо на рабочей поверхности их отсутствует чрезмерный износ или уступчатая выработка, от неравномерной затяжки цилиндровых гаек, вызывающей деформацию нижнего участка гильзы цилиндра, был проведен опыт следующего содержания: На одном из контрольных моторов АШ-82ФН, но котором было отмечено дымление цилиндров №№ 3, 4, 5 и 6, после предварительного осмотра их электролампочкой через свечное отверстие, была произведена перетяжка цилиндровых гаек и мотор вновь отправлен на испытание. При повторном испытании на моторе было отмечено дымление у цилиндров №№ 2, 3, 4 и 7, о ранее дымившие цилиндры №№ 5 и 6 работали нормально. После вскрытия дымивших цилиндров, в цилиндре № 4 обнаружен значительный уступ. Восстановление нормальной роботы цилиндрами №№ 5 и 6 после перетяжки гаек их крепления говорит о том, что отдельные случаи плохой работы цилиндров по вышеуказанной причине вполне возможны. 13. Для определения зависимости износоустойчивости рабочей поверхности цилиндров и возможности возникновения но ней уступчатой выработки от конструкции газоуплотнительных колец (особенно 1-го) и различных антифрикционных покрытий рабочей образующей этих колец, были проведены следующие испытания: а) Контрольное испытание 16 моторов АШ-82ФН с постановкой в первую канавку поршней уплотнитель- ного кольца с цилиндрической образующей вместо конусной образующей, присущей серийным гозоуплотнительным кольцам. Результат испытания: постановка в первую канавку поршня уплотнитель- ного кольца с цилиндрической образующей, при том же самом количестве снимаемых с испытания моторов по дымлению цилиндров, уменьшает вероятность образования на зеркале цилиндров уступчатой выработки но 20-30%. б) Контрольное испытание 17-ти моторов АШ-82ФН с постановкой в первую канавку поршней уплотнительных колец с цилиндрической образующей, и с целью достижения лучшей приработки этих колец, всеми прохонингованными перед постановкой на моторы цилиндрами. Результат удовлетворительный. Все моторы прошли испытание без дефектов цилиндровой группы. в) Контрольное испытание 215 моторов с предварительно прохонингованными цилиндрами переднего ряда и цилиндра Nq 11 заднего ряда, с постановкой в первую канавку поршней этих цилиндров газоуплотнительных колец с цилиндрической образующей. Результат испытания удовлетворительный. Из 230-ти поставленных на испытание моторов снято по дымлению цилиндров 24 мотора (11%). При осмотре из число дымивших цилиндров с уступчатой выработкой было обнаружено только 3 цилиндра на 3-х моторах, все же остальные цилиндры находились в удовлетворительном состоянии. * – Хонингование ~ чистовая шлифовка специальным инструментом – хоном – внутреннего зеркало гильзы цилиндра. ПРИМЕЧАНИЕ: В случае съема моторов по дымлению цилиндров, собранных но контрольное испытание с нехонингованными цилиндрами и уплотнительными поршневыми кольцами с конусной образующей, цилиндры с уступчатой выработкой обнаруживаются почти но каждом снятом моторе. г) Контрольное испытание 22-х моторов АШ-82ФН с постановкой в первую канавку поршней газоуплотнительных колец с закруглением рабочей кромки радиусом R 0,4~0,6 мм вместо R 0,1 макс. Для обеспечения лучшей приработки этих колец к цилиндром время приработки моторов перед контрольным испытанием было увеличено с 43 мин до 1 часа 35 мин. Результат испытания удовлетворительный. За время испытания по дымлению цилиндров был снят только один мотор. Несмотря на положительные результаты, полученные по роботе этих колец, продолжение испытания их в более массовом масштабе не было осуществлено по причине трудностей правильного скругления радиуса рабочей кромки до величины 0,4~0,6 и обеспечения его контролирования. д) 10 десятичасовых испытаний на одноцилиндровой установке поршневых газоуплотнительных колец, хромированных по образующей по 10 вариантам технологий. Во всех случаях хромированию были подвергнуты кольцо с конусной образующей (серийные). В результате испытания установлено, что износ колец и цилиндров имеет связь с технологией хромирования. Из 10-ти технологий выбраны 3, дающие наименьшие износы колец и рабочей поверхности цилиндров. Общий износ цилиндров при работе в поре с хромированным кольцом уменьшается на 20-25%. Кроме того, значительно улучшается работа 2-го и 3-го кольца и повышается стойкость поршня к задиру. е) 10-ти часовое повторное испытание 3-х вариантов поршневых газоуплотнительных колец с конусной образующей по трем вариантам технологии (5-й, 6-й и 8-й). Результат испытаний удовлетворительный. Износы цилиндров не превышают 0,04*0,06 мм. Кольцо в хорошем состоянии. Из 3-х технологий лучшей оказалось технология № 5. ж) Сдаточное испытание 18 моторов АШ-82ФН с постановкой но все поршни в первую конавку газоуплотнительных колец, хромированных по образующей по лучшему варианту технологии (№ 5).
Рис.3
Рис.4
Рис.5 Результат испытания неудовлетворительный: по причине недостаточного скругления рабочих кромок после хромирования, а также и несовершенства технологии хромирования, обнаружена неравномерная приработка и скалывание хрома. Продолжаются дальнейшие работы по усовершенствованию конструкции кольца и технологии хромирования. з) 10-ти часовое испытание на одноцилиндровой установке хромированного газоуплотнительного кольцо с цилиндрической образующей. Хромирование производилось по варианту лучшей технологии. Результаты испытания удовлетворительные. Состояние поршневых колец хорошее, а максимальный износ цилиндра не превышает 0,035 мм. и) Сдаточное и контрольное испытание 11 моторов АШ-82ФН с постановкой в первую канавку поршней хромированных газоуплотнительных колец с цилиндрической образующей. После хромирования для удаления наплыва хромо с боковых горцев кольцо подвергались дополнительному лапингованию и скруглению рабочих кромок. Результаты испытания: состояние колец и цилиндров после сдаточного испытания удовлетворительное. Контрольное испытание все моторы прошли без дефектов поршневой группы. к) Помимо вышеуказанных в этом параграфе робот, на одноцилиндровой установке в течение 10 часов были испытаны: 3 варианта освинцованных поршневых колец, графитированные кольца, кольцо с фаской но рабочей кромке (по типу завода № 29) и кольцо увеличенного сечения (на 0,6 по толщине и 0,7 по ширине). Полученный во всех случаях результат неудовлетворительный: значительно повышается износ гильз и колец. 14. Вопрос создания профиля рабочей поверхности цилиндра, который в нагретом (рабочем) состоянии максимально соответствовал бы цилиндрическому, начал занимать внимание конструкторов нашего завода еще в 1939 году, но тогда все начатые в этом направлении роботы вследствие быстрой смены серийных объектов остались незаконченными. И только с начала 1943 года, после внедрение в серийное производство мощного мотора АШ-82ФН этот вопрос приобрел соответствующую остроту в связи с наблюдавшимися на этих моторах дефектами преждевременного износа и уступчатой выработки цилиндров. С 1943 года после ряда проведенных кратковременных и длительных испытаний (в том числе 2-х испытаний по 150 часов) были отработаны для внедрения в серийное производство цилиндры с параболическим профилем рабочей поверхности в верхней части, обеспечивающим с расстояния 80-100 мм от верхнего торца гильзы плавное сужение верхнего отверстия гильзы на 0,15ё0,25 мм. Такой профиль рабочей поверхности приблизительно на половину уменьшал тепловой раструб в верхней части цилиндра (см. фиг. 3) и, по мнению конструкторов, должен был значительно уменьшить возможность образования на рабочей поверхности цилиндров уступчатой выработки и удлинить срок службы цилиндров за счет увеличивающейся в этом случае нормы износа до прежнего ремонтного размера. Внедрение в серийное производство цилиндров с параболическим профилем зеркала было начато в феврале месяце 1945 года сборкой и испытанием одного-двух моторов в сутки. За этот период было собрано и испытано около 70 моторов, из которых по дымлению и уступчатой выработке цилиндров было снято только 6 моторов. Полный переход на такие цилиндры был осуществлен в конце апреля 1945 года вследствие резкого возрастания, по причине указанных дефектов, съема с контрольного испытания моторов АШ-82ФН. Но этим поставленной цели достигнуть не удалось, так как дефект не только не снизился, о наоборот продолжал расти и в период половины моя достиг катастрофической величины, составившей 40% съема моторов от число поставленных на испытание. В результате такого положения, сложившегося у некоторых ответственных работников завода убеждения, что основной причиной такого интенсивного развития дефекта являются вновь введенные цилиндры с параболическим профилем зеркала, последние с 15-го мая, по указанию директора завода, были с производства сняты и заменены цилиндрами прежней конструкции, т.е. с цилиндрическим профилем зеркала. Несколько позднее, анализом статистических данных было установлено, что действительно, параболический профиль рабочей поверхности в верхней части цилиндра работу цилиндровой группы нисколько не улучшает, ибо съем моторов по дымлению и отбраковка цилиндров по уступчатой выработке для цилиндров с параболическим профилем зеркала и цилиндров с нормальным профилем зеркала составляет одну и ту же величину.
Рис.6 Но но этом работы с исследованием профиля рабочей поверхности не прекратились, а продолжали развиваться дальше в свете новой гипотезы о природе образования уступов, высказанной Главным Конструктором АД. Швецовым. Сущность этой гипотезы заключается в предположении периодического отставания главным образом первого газоуплотнительного кольцо поршня от профиля зеркала цилиндра в начале раструба, образующегося в верхней части гильзы в результате ее тепловой деформации. Отрыв кольцо происходит под действием большой скорости движения, максимальные значения которой (17-20 мт/сек), кок подтвердили исследования профиля зеркала цилиндра в нагретом состоянии, совпадают с моментом прохождения кольцом кривизны, образующей раструб. Периодически отрываясь от профиля рабочей поверхности, кольцо под действием силы упругости разжимается и с ударом вновь соприкасается с зеркалом, производя в месте удара уступчатую выработку. Наиболее вероятным тактом рабочего процесса, в котором происходит отрыв кольца от зеркала цилиндра, следует предполагать такт выхлопа, так как в этом такте верхнее кольцо свободно от воздействия на него газовых усилий и в основном находится только под влиянием сил собственной упругости и силы инерции, развивающейся от давления. Естественно, что для исключения явления отставания кольцо от профиля рабочей поверхности этот профиль в нагретом состоянии должен максимально приближаться к цилиндрическому. Рядом проведенных опытов удалось установить, что лучшим профилем рабочей поверхности цилиндра, который в нагретом состоянии максимально приближается к цилиндрическому, является профиль, соответствующий деформации верхнего конца окончательно обработанной по зеркалу гильзы после навертывания но нее головки. В этом случае уменьшение диаметра верхнего отверстия гильзы обеспечивается по произвольной кривой на величину от 0,3 до 0,5 мм на длине 50-65 мм от верхнего торца (см. фиг. №№ 4 и 5). Для проверки работы цилиндров с таким профилем было проведено: а) 50-ти часовое испытание но одноцилиндровой установке в поре с серийными поршневыми кольцами. Результат испытания: износ за 50- ти часовое испытание не превышает износа, получающегося за 10 часов но серийном цилиндре. Состояние поршневых колец хорошее. б) 10-ти часовое моторное испытание с газоуплотнительными кольцами и в первой канавке поршней хромированными по образующей (образующая конусная). Результат испытания: износ цилиндров не превышает 0,04 мм. Состояние колец хорошее. в) Испытание малой серии моторов АШ-82ФН в количестве 60 моторов с постановкой в первую конавку всех поршней газоуплотнительного кольцо с цилиндрической образующей. Результат испытания: после сдаточного испытания из числа опытных цилиндров, было обнаружено 6 цилиндров с уступчатой выработкой, расположенной на высоте 224 мм от нижнего торца гильзы, которая в отличие от выработки, получающейся но цилиндрах с обычным профилем, имела обратный характер (см. фиг. № 6). Тотчас произведенными исследованиями было установлено, что причиной такой выработки являлась работа в распор 2-х маслосборных колец, находящихся в 4-й канавке поршня. После соответствующего увеличения зазора в стыке этих колец, указанная выработка больше не наблюдалась. Во время прохождения моторами контрольного испытания, из их число было снято по дымлению цилиндров только 3 мотора (5%). При вскрытии и осмотре восьми дымивших цилиндров обнаружено, что 7 цилиндров находились в удовлетворительном состоянии и один цилиндр имел прямую уступчатую выработку, расположенную по средине гильзы цилиндра. г) Длительное 50-ти часовое испытание мотора АШ-82ФН №82142192, взятого из число малой серии. Поршневые кольца в первой канавке с цилиндрической образующей. Результат испытания удовлетворительный. Все цилиндры после испытания находились в хорошем состоянии, пригодном для дальнейшей работы. Максимальный износ в верхнем поясе у 5-ти цилиндров составлял от 0,12 до 0,17 мм. Состояние поршневых колец хорошее. д) Длительное 150-ти часовое Государственное испытание мотора АШ-82ФН No 82143252, также взятого из числа малой серии. Поршневые кольцо в первой канавке поршней с цилиндрической образующей. Результат испытания удовлетворительный. Все цилиндры после испытания находились в хорошем состоянии, пригодном для дальнейшей работы. Максимальный износ но 4-х цилиндрах достигал от 0,14 до 0,18 мм. Состояние поршневых колец хорошее. На основании положительных результатов перечисленных выше испытаний, цилиндры с гильзами, окончательно обработанными до соединения с головкой, и постановка в первую канавку поршней газоуплотнительного кольца с цилиндрической образующей, с 1-го августа 1945 года введено в серийное производство для постановки но моторы АШ-82ФН». Возможно, читатель утомлен одним только прочтением этого доклада, зато теперь он наверняка понял, что такое труд моторостроителей. Все эти титанические усилия не пропали даром: была наконец определена истинная причина появления уступчатой выработки гильз цилиндров и преждевременного износа поршневых колец. Ею оказалась конструктивная недоработка мотора – тепловой «раструб» гильзы, получающийся при работе мотора в результате его нагрева. Пониженные относительно допустимых по ТУ температуры мотора на самолете Ла-5ФН долгое время «скрывали» этот дефект, но на Ла-7 он проявился в полной мере.
Монтаж двигателя АШ-82ФН но истребителе Ла-9 С 3 августа 1945 года завод №19 начал выпускать моторы АШ-82ФН ред. 11/16 5-й серии с № 8215001. Ресурс моторов 5 серии составил 150 часов. Новые цилиндры завод начал ставить и на моторы ALU- 82ФН ред. 9/16 4-й серии с № 8224350. Моторы 5 серии имели следующие отличия: 1. Цилиндры изготовлены по новой технологии – гильзы окончательно обработаны до навертывания головки. В верхнюю канавку всех поршней поставлено цилиндрическое лапингованное кольцо вместо конусного. 2. В нижнее уплотнение кожухов тяг поставлен маслостойкий дюрит производства завода №734, изготовленный по специальным ТУ. 3. Поставлен насос НБ-ЗФА с верхним расположением PC-2Ф и с внутренним подводом масла к РС-2Ф. Поставлены малогабаритные анероиды АРС-1. 4. Поставлены магнето БСМ-14М серии «Е» с пусковым контактом производства завода №306. 5. Поставлена крыльчатка нагнетателя с 22 вырезами радиуса 11,5 мм на равных расстояниях по окружности. 6. Внутренние поверхности всасывающих и выхлопных полостей головок цилиндров, полости задней и передней половин корпуса нагнетателя, дроссельная коробка с переходником – зачищены с целью получения лучшей гидравлики. К боевым действиям против империалистической Японии новые моторы все же не успели. В октябре 1945 года И.К. Четверик отмечал: «Возвратившиеся из в/частей ДВФ механики докладывают, что основным дефектом моторов AШ- 82ФН является дефект кольцевой выработки гильз цилиндров. Так, в одной из в/ч только за 20 дней по этому дефекту снято 40 цилиндров (моторы 3-й и 4-й серии). О поведении моторов 5-й серии в эксплоотации сведений пока нет, ибо завод №21 выпустил всего 21 самолет с мотором 5-й серии…» Все же последующие испытания и эксплуатация показали, что основные дефекты мотора АШ-82ФН устранены и его надежность не вызывает больше сомнений. Вот такая непростая история получилась у мотора АШ-82 за годы Великой Отечественной войны. Конечно, с учетом того, что основное внимание в этой статье было уделено серийному производству и эксплуатации, а многие вопросы опытного моторостроения остались «за кадром» – это другая тема. Но на этом история нашего героя, в отличие от многих его жидкостных сверстников, не завершилась. Серийное производство доработанного мотора АШ-82ФН продолжилось и после войны, причем он получил еще большее распространение. В 1945-48 годах выпускались моторы АШ-82ФН 5-й и 6-й серий с ресурсом 150 часов. С 1948 года начался выпуск моторов АШ-82ФН 7-й, 8-й и 9-й серий с ресурсом 200 часов. В 1946-51 годах эти моторы устанавливались на боевых самолетах: истребителях Ла-9, Ла-11 и бомбардировщиках Ту-2, которые участвовали в боевых действиях в Китае и Корее, а также в высокоширотных экспедициях ВВС и Главсевморпути 1948, 1949 и 1950 годов, в последней из которых эти самолеты достигли Северного Полюса. Лишь с 1949-50 годов поршневой АШ-82ФН вынужден был уступить пальму первенства в боевой авиации реактивным двигателям, но нашел себе другое применение. Еще с 1946 года начался выпуск пассажирского самолета Ил- 12 с двумя АШ-82ФН, а также его транспортно-десантного варианта для ВВС, которые также активно участвовали в высокоширотных экспедициях ВВС, работали в Полярной авиации, а также эксплуатировались во многих странах мира. Во всех климатических зонах от экватора до полюса моторы Швецова продемонстрировали простоту и надежность в работе. Затем на базе АШ-82ФН были созданы еще более мощные моторы АШ-82Т для пассажирского Ил-14 и АШ-82В для вертолета Ми-4, которые трудились затем долгие годы. Таким образом, мотор М-82, созданный выдающимся советским конструктором А.Д. Швецовым перед самой войной, показал удивительное долголетие и находился в эксплуатации в разных модификациях почти полвека – пример, которому найдется мало аналогов. Михаил НИКОЛЬСКИЙ |
|
||
|
Главная | В избранное | Наш E-MAIL | Прислать материал | Нашёл ошибку | Наверх |
||||
|
|
||||