|
||||
|
|
ГЛАВА 4. Общие функции управления качеством продукции 4.1. Планирование процесса управления качеством Под планированием качества продукции понимается установление обоснованных заданий по ее выпуску с требуемыми значениями показателей качества на заданный момент или в течение заданного интервала времени. Планирование повышения качества должно опираться на научно обоснованное прогнозирование потребностей внутреннего и внешнего рынка. При этом большую роль в правильном обосновании планов повышения качества приобретают использование данных о результатах эксплуатации продукции, обобщение и анализ информации о фактическом уровне ее качества. Действенность планирования повышения качества должна обеспечиваться тем, что оно осуществляется на разных уровнях управления и этапах жизненного цикла изделий, включая проектирование, производство и эксплуатацию. Планы повышения качества должны обеспечиваться необходимыми материальными, финансовыми и трудовыми ресурсами, а планируемые показатели и мероприятия по повышению качества тщательно обосновываться расчетами экономической эффективности (подробнее см.: Шевчук Д.А., Шевчук В.А. Макроэкономика: Конспект лекций. — М.: Высшее образование, 2006). В перечень главных задач планирования повышения качества продукции входят: обеспечение выпуска продукции с максимальным соответствием ее свойств существующим и перспективным потребностям рынка; достижение и превышение технического уровня и качества лучших отечественных и зарубежных образцов; установление экономически оптимальных заданий по повышению качества продукции с точки зрения их ресурсного обеспечения и запросов потребителей; совершенствование структуры выпускаемой продукции путем оптимизации ее типоразмерного ряда; увеличение выпуска сертифицированной продукции; улучшение отдельных потребительских свойств уже выпускаемой продукции (надежности, долговечности, экономичности и др.); своевременная замена, сокращение производства или снятие с производства морально устаревшей и неконкурентоспособной продукции; обеспечение строгого соблюдения требований стандартов, технических условий и другой нормативной документации, своевременное внедрение вновь разработанных и пересмотр устаревших стандартов; разработка и реализация конкретных мероприятий, обеспечивающих достижение заданного уровня качества; увеличение экономической эффективности производства и использование продукции улучшенного качества. Предметами планирования качества продукции являются в конечном итоге различные мероприятия и показатели, отражающие как отдельные свойства продукции, так и разнообразные характеристики системы и процессов управления качеством. Эти показатели находят свое отражение в конкретных заданиях по улучшению качества продукции, в планах научно-исследовательских и опытно-конструкторских работ, стандартизации и метрологического обеспечения, внедрения систем управления качеством, технического развития предприятия, подготовки кадров и т. д. Планирование повышения качества продукции базируется на общих принципах планирования и применении методов планирования. К общим принципам планирования относят: сочетание централизованного руководства с самостоятельностью подразделений; пропорциональность, то есть сбалансированный учет ресурсов и возможностей предприятия; комплексность (полнота) — взаимоувязка всех сторон деятельности предприятия; детализация — степень глубины планирования; точность — степень допусков и отклонений параметров плана; простота и ясность — соответствие уровню понимания разработчиков и пользователей плана; непрерывность — цельность временного пространства планирования; эластичность и гибкость — возможность использования резервов и учет альтернатив; научность — учет в планировании новейших достижений науки и техники, требований перспективных стандартов, потребностей рынка (как существующих, так и перспективных); экономичность — эффективность плановой деятельности с позиций соотношения (целевой результат)/затраты. К методам планирования относят: — расчетно-аналитический, основанный на расчленении выполняемых работ и группировке используемых ресурсов по элементам и взаимосвязям, анализе условий наиболее эффективного их взаимодействия и разработке на этой основе проектов планов; — экспериментальный (опытный) — проектирование норм, нормативов и моделей подсистем управления предприятием на основе проведения и изучения замеров и опытов, а также учета опыта менеджеров, плановиков и других специалистов; — отчетно-статистический — разработка проектов планов на основе отчетов, статистики и иной фактической информации, характеризующей реальное состояние и изменение характеристик подсистем управления. В плановой деятельности по обеспечению необходимого уровня качества применяются и специфические виды работ: анализ требований потребителей; изучение спроса; анализ рекламаций; учет требований перспективных стандартов и результатов НИР; изучение патентной информации; учет изменений требований к сертификации продукции; осуществление плановых расчетов; увязка плановых мероприятий. Планирование увязывает планы подразделений предприятия с его общей стратегией и оперативными задачами. Задачи планирования — это формирование системы планов и показателей оценки их выполнения. Для обеспечения предусмотренного в планах улучшения качества собственной продукции предприятия должны требовать от своих поставщиков соответствующего улучшения качества поставляемых ими сырья, материалов, полуфабрикатов, комплектующих изделий, узлов, запчастей и других компонентов конечной продукции. Предъявление повышенных требований к качеству поставок должно сопровождаться оказанием разнообразной помощи предприятиям-поставщикам по улучшению качества их продукции. Формы подобной помощи, а также расходы на ее оказание должны быть предметом планирования повышения качества на предприятии. Наиболее часто основу плана повышения качества продукции на предприятии составляют задания по достижению и превышению технического уровня и качества лучших отечественных и зарубежных образцов, увеличению выпуска сертифицированной продукции, улучшению отдельных показателей качества выпускаемой продукции, модернизации или снятию с производства неконкурентоспособной продукции, разработке и реализации конкретных мероприятий по достижению заданного уровня качества и др. Как самостоятельные направления планирования повышения качества продукции на предприятии обычно выделяют: внутрифирменное планирование качества продукции; планирование внедрения системы управления качеством на предприятии; планирование кадрового обеспечения повышения качества продукции; планирование снижения потерь предприятия от внутреннего и внешнего брака; планирование качества продукции в договорах и контрактах. В последние годы широкое распространение получили стандарты ИСО серии 9000, в которых отражен международный опыт управления качеством продукции на предприятии. В соответствии с этими документами определяется политика в области качества, включающая совершенствование управления качеством продукции и его обеспечение. Политика в области качества может быть сформулирована в виде принципа деятельности предприятия или долгосрочной цели плановой деятельности и должна включать: улучшение экономического положения предприятия; расширение или завоевание новых рынков сбыта; достижение технического уровня продукции, превышающего уровень ведущих предприятий и фирм; ориентацию на удовлетворение требований потребителя определенных отраслей или регионов; освоение изделий, функциональные возможности которых реализуются на новых принципах; улучшение важнейших показателей качества продукции; снижение уровня дефектности изготавливаемой продукции; увеличение сроков гарантии на продукцию; развитие сервиса. Управлению качеством продукции во всех странах уделяется достаточно много внимания. В последние годы сформировался новый подход, новая стратегия в управлении качеством, которая реализуется с помощью стратегического и долгосрочного планирования. Она характеризуется рядом моментов: обеспечение качества понимается не как техническая функция, реализуемая каким-то одним подразделением, а как систематический процесс, пронизывающий всю организационную структуру фирмы; новому понятию качества должна отвечать соответствующая организационная структура предприятия; вопросы качества актуальны не только в рамках производственного цикла, но и в процессе разработок, конструирования, маркетинга и послепродажного обслуживания; качество должно быть ориентировано на удовлетворение требований потребителя, а не изготовителя; повышение качества продукции требует применения новой технологии производства, начиная с автоматизации проектирования и кончая автоматизированным измерением в процессе контроля качества; всеобъемлющее повышение качества достигается только заинтересованным участием всех работников. Вышеперечисленное осуществимо только при действии четко организованной системы управления качеством, направленной на интересы потребителей, затрагивающей все подразделения и приемлемой для всего персонала. В последнее время одним из важных направлений повышения качества продукции на предприятии является планирование подготовки выпускаемых изделий (работ, услуг), систем качества и производств к сертификации. Планирование повышения качества продукции на предприятии в целом всегда должно дополняться внутрипроизводственным планированием. При этом могут использоваться обобщающие, единичные и комплексные показатели качества, которые дифференцируются с учетом особенностей планирования по его видам (перспективное, текущее) и уровням управления (предприятие, цех, участок, отдел). При составлении планов повышения качества по каждому структурному подразделению следует исходить из уровня показателей качества, утвержденных в плане предприятия. Поэтому для структурных подразделений предприятия в зависимости от их специфики необходимо устанавливать конкретные задания по повышению качества продукции и качества работы, которые должны быть однозначно увязаны с последующей оценкой и стимулированием их производственной деятельности. Планы основных цехов должны содержать задания по повышению качества заготовок, деталей и сборочных единиц в соответствии с производственным процессом данного цеха. Например, это могут быть задания по увеличению показателей точности и чистоты обработки, по расширению выпуска деталей со специальными видами покрытий, по освоению производства новых изделий. Для сборочных цехов предприятий целесообразно планировать: основные показатели качества продукции, которые установлены на уровне предприятия; уровень сдачи продукции с первого предъявления; снижение потерь от брака и рекламаций. Два последних показателя могут применяться для механообрабатывающих цехов, участков и бригад. Для данных цехов целесообразно также планировать снижение количества возвратов деталей и узлов из цехов-потребителей. Для каждого цеха вспомогательного производства целесообразно планировать как показатели, так и мероприятия, выполнение которых должно обеспечить высокое качество продукции в цехах основного производства. Например, для ремонтно-механического цеха важнейшим показателем может быть доля оборудования (в общем объеме отремонтированных станков и машин), достигшего после ремонта заданной технологической точности. Если качество продукции и качество работы цехов нельзя выразить относительно небольшим числом показателей, то целесообразно использовать коэффициенты качества, уровень которых зависит от выполнения большого количества мероприятий по повышению качества изготовляемых изделий. Для отдельных цехов предприятия исходя из их специфики устанавливаются свои критерии повышения качества и соответствующие им нормативы изменения показателей. Наряду с планами цехов и участков по повышению качества продукции целесообразно разрабатывать соответствующие планы для функциональных отделов и служб. В планы конструкторских отделов могут быть включены задания по разработке новых видов продукции, повышению показателей качества продукции, подлежащей модернизации, повышению уровня агрегатирования и унификации и т. п. Для отделов главного технолога, главного механика и др. целесообразно планировать мероприятия, отвечающие профилю этих подразделений. Например, в плане отдела главного технолога должны содержаться задания по внедрению современных технологических процессов, ликвидации (снижению) брака, оснащению производства различными приспособлениями, моделями и т. д. Следует отметить, что объектом внутрипроизводственного планирования может быть качество изготовления продукции и качество работы. В цехах — это доля продукции, сданной с первого предъявления, снижение потерь от брака, сокращение количества рекламаций и возврата изделий из цехов-потребителей. В проектно-конструкторских и технологических службах — сдача документации с первого предъявления и процент возврата технической документации на доработку. В отделе технического контроля — снижение количества рекламаций, состояние контрольно-измерительной техники и др. Необходимый уровень качества продукции может быть совместно установлен (то есть запланирован) ее изготовителем и потребителем в договоре. Различные аспекты установления, обеспечения и контроля уровня качества продукции в договорах и контрактах самых различных видов регламентированы действующим законодательством (Гражданский кодекс РФ. Часть II; Уголовный кодекс РФ; Закон РФ «О защите прав потребителей» и др. документы). При планировании требуемого уровня качества продукции в договорах и контрактах необходимо учитывать, что его определение может осуществляться следующими способами: по стандартам, по техническому описанию, по образцам, каталогам и проектам продавца, являющимся неотъемлемой частью контракта. Стандартами обычно обозначают качество достаточно простых изделий. При этом в соответствующей статье договора «Качество», например, указывают: «Качество соответствует стандартам, установленным в Российской Федерации». Для сложной технической продукции и продукции, на которую отсутствуют стандарты (но к которой предъявляются специальные требования), качество определяется техническими условиями. При этом сами технические условия обычно даются в приложении к договору. Качество продовольственных товаров подтверждается наличием соответствующего сертификата, ветеринарным сертификатом, выдаваемым ветеринарной службой, а также санитарным сертификатом, выдаваемым на каждую партию товара. При определении качества по образцу поставщик предоставляет потребителю образец продукции. После подтверждения потребителем данного образца он становится эталоном. При этом в контракт, как правило, вносятся сведения о количестве отобранных образцов и о порядке их сравнения с поставляемым товаром. В договорных взаимоотношениях поставщиков и потребителей нередко возникают конфликтные ситуации, поэтому отобранные образцы зачастую хранятся не только у сторон договора, но и в нейтральной фирме, зафиксированной в контракте. В числе требований, предъявляемых к качеству изделий, производство которых организовано одновременно на нескольких предприятиях, стороны договора (торговые посредники) могут указывать в тексте контракта конкретного изготовителя продукции. Серьезной проблемой, возникающей при планировании качества продукции в договорах и контрактах, является четкое определение всех условий проверки товара по качеству. Для отдельных видов обязательств порядок проверки качества товара регламентирован положениями ГК РФ. Проверка товара по качеству всегда зависит от его характера и назначения. Если товаром является сложнотехническая продукция, то ее необходимо проверить в работе. Для этого потребителю должно быть предоставлено право заявить свои претензии (предъявить рекламацию) в течение достаточно длительного срока. Если товаром являются продовольственные изделия, то его приемка по качеству обычно состоит из внешнего осмотра и экспертизы. Такая приемка проводится на основании документов, подтверждающих качество товара, дату и место его производства, срок хранения и др. Гарантии качества товара обычно выделяются в отдельной статье договора или вносятся в раздел о его приемке-сдаче. Сторонами договора, как правило, согласуются сроки гарантий, обязанности сторон в течение гарантийного периода, порядок предъявления претензий и удовлетворения рекламаций и др. 4.2. Организация, координация и регулирование процесса управления качеством За предварительным управлением, включающим в себя прогнозирование и планирование качества продукции, следует этап оперативного управления, который согласно теории управления состоит из процессов организации, координации, регулирования и мотивации. Эти процессы применительно к управлению качеством основаны на создании условий для: эффективного проведения мероприятий по совершенствованию качества продукции и работ; стабилизации производства, сбыта и послепродажного обслуживания высококачественной продукции; оперативного воздействия на причины возникновения дефектов и устранения брака; использования механизма коллективной и индивидуальной ответственности и стимулирования выпуска продукции высокого качества. Эти функции реализуются многими методами непосредственного руководства, присущими общему менеджменту, но вместе с тем в управлении качеством существуют и специфические, присущие именно этому виду деятельности, к которым прежде всего относятся стандартизация и сертификация продукции. Задачи повышения качества жизни людей и в том числе качества продукции и услуг столь значимы в наше время, что привели к межгосударственному взаимодействию и координации усилий в этой области. В настоящее время существует множество международных организаций, которые осуществляют работу по управлению качеством и способствуют динамичному развитию научно-технических, экономических, торговых и иных связей между государствами всего мира. Это, в первую очередь, Международная организация по стандартизации (ISO), Международная энергетическая комиссия (IEC), Европейская организация по качеству (EOQ), имеющие отделения в подавляющем большинстве стран мира и решающие межнациональные проблемы управления качеством и защиты прав потребителей. В России всю методологическую и организационно-методическую работу по управлению качеством осуществляет Государственный комитет по стандартизации и метрологии (Госстандарт) как представитель Правительства РФ, а законотворческую — представительные органы власти. Госстандарт имеет разветвленную сеть отделений и организаций по всей территории страны, которые осуществляют организационно-методические, регламентирующие и контрольные функции. В состав таких организаций входят НИИ и ОКБ, органы стандартизации и сертификации, метрологические и испытательные лаборатории и ряд иных организаций. На уровне отраслевых министерств существуют специальные подразделения, координирующие работу в области управления качеством в своей отрасли. В их подчинении находятся различные отраслевые учреждения и лаборатории (часто при предприятиях отрасли). Государственные и отраслевые органы по управлению качеством имеют региональные центры по осуществлению различных функций — стандартизации, сертификации, метрологии, контроля и т. д. На предприятиях службы управления качеством, как правило, выделяют организационно, а конкретные организационные формы такой службы зависят от места системы управления качеством в общей системе управления предприятием, масштабов и специфики производства. На типовом среднем предприятии машиностроения такую службу возглавляет заместитель директора по качеству (директор по качеству), в подчинении которого находятся подразделения по аналитической работе, связанной с совершенствованием управления качеством, отдел (управление) технического контроля (отдел контроля качества), испытательные и измерительные лаборатории, метрологическая служба. Организационная работа по управлению качеством на предприятии заключается в выполнении всего комплекса работ, связанных с планированием, осуществлением и контролем деятельности, направленной на совершенствование качества продукции и всех процессов производственно-хозяйственной деятельности. Необходимо отметить, что функции контроля качества продукции и ее элементов являются составляющими технологических процессов и потому предусматривают соответствующие затраты ресурсов, что существенно влияет на организацию производства этой продукции в целом и на подходы к экономическим расчетам. Кроме того, организация производства всегда должна строиться с учетом вероятности его сбоев, возникновением дефектов и предусматривать схемы оперативного влияния на качество процессов создания и продвижения продукции, устранения дефектов и брака на ранних стадиях создания и реализации продукции. Рассмотренная многоуровневая система управления качеством осуществляет работу по всему циклу Деминга в рамках компетенции элементов этой системы с ориентацией на ТQМ. На рис. 4.1 показана эволюция функций менеджмента качества в России на протяжении последних тридцати лет. 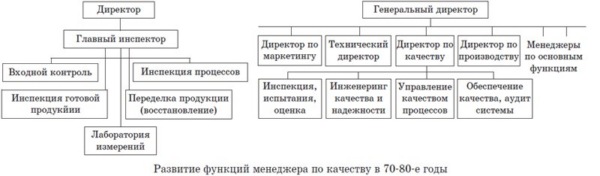 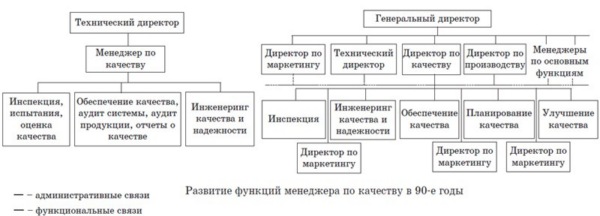 Рис. 4.1. Развитие организационных схем управления качеством и основных функций менеджера по качеству в XX веке Из приведенных схем видно, что организационное развитие управления качеством на предприятиях с закономерной последовательностью как расширяло, так и углубляло состав функций управления качеством в системной связи с общим менеджментом предприятий. Эта устойчивая закономерность очевидно сохранится и в предстоящей перспективе, объективной основой чего станут процессы активизации внедрения более жестких стандартов, расширение сферы сертификации (от сертификации продукции и процессов ее создания до сертификации систем управления качеством), усиление неценовой конкуренции. 4.3. Мотивация 4.3.1. Общий обзор мотивационных процессов при управлении качеством Понятие «мотив» часто используют для обозначения таких психологических явлений, как стремление, желание, замысел, боязнь и др., которые отражаются в человеке в виде готовности к деятельности, ведущей к определенной цели. Деятельность человека направляется множеством мотивов, совокупность и внутренний процесс взаимодействия которых называется мотивацией. Мотивация тесно связана с самыми различными потребностями человека, она проявляется при возникновении необходимости, недостатка в чем-либо. Мотивация — это побуждение к деятельности совокупностью различных мотивов, создание конкретного состояния личности, которое определяет, насколько активно и с какой направленностью человек действует в определенной ситуации. Мотив (или побуждение) — это понятие, которое используется для объяснения индивидуальных различий в деятельности, осуществляемой в идентичных, тождественных условиях. Мотив — это повод, причина, необходимость действовать, побуждение к чему-либо. Мотивация родственна понятию «отношение», которое также активизирует и направляет поведение человека. Мотивация состоит из двух частей — деятельности и направленности. Разница между мотивацией и отношением заключается в том, что мотивация связана с определенной ситуацией, а отношение имеет более устойчивый характер и оказывает длительное воздействие. Процессы мотивации могут иметь различную направленность — достичь или избежать поставленной цели, осуществить деятельность или воздержаться от нее, что сопровождается переживаниями, положительными или отрицательными эмоциями (радость, удовлетворение, облегчение, страх, страдание). Мотивации сопутствует определенное психофизическое напряжение, то есть состояние возбуждения, прилив или упадок сил. Цель и мотив не совпадают. Например, у человека может появиться цель — сменить место жительства, а мотивы могут быть различными: улучшить свое положение; сменить круг общения, приблизить место работы к месту жительства; жить рядом с родными и т. д. Часть мотивов может не осознаваться человеком. Принципиально различают две формы мотивации — внешнюю и внутреннюю (рис. 4.2, 4.3). Внешняя мотивация это средство достижения цели, например, заработать деньги, получить признание, занять вышестоящую должность. При этом она может использоваться в двух направлениях: как стимул при ожидании преимуществ — принцип надежды; как средство давления при ожидании недостатков — принцип страха. Внешняя мотивация — непосредственно влияет на поведение, но эффективность ее действия ограничена, пока она воспринимается в качестве стимула или давления. 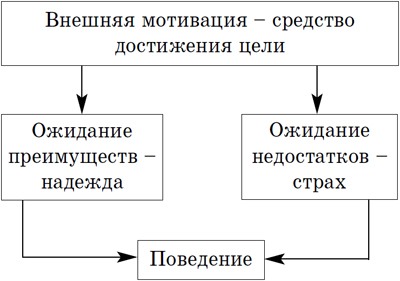 Рис. 4.2. Внешняя мотивация Внутренняя мотивация — это понимание смысла, убежденность. Она возникает в том случае, если идея, цели и задачи, сама деятельность воспринимаются как достойные и целесообразные. При этом создается конкретное состояние, определяющее направленность действий, а поведение станет результатом соответствующей внутренней установки, причем это справедливо не только для человека. Многие организации начинали создавать систему качества из-за внешней мотивации: надежды на преимущества в конкурентной борьбе и укрепление позиции на рынке, страх несоответствия продукции будущим стандартам качества и потери рынка создавали ее основу. Другие предприятия решаются на внедрение философии качества, основываясь на убеждении, что предупреждение появления бракованных изделий должно стать их принципиальной позицией в мире производства. Такая позиция справедлива для многих сфер жизни. В этом случае речь идет о внутренней мотивации. Внутренняя мотивация присутствует, если идея, задача или деятельность воспринимаются целесообразными и чего-то стоящими. Необходимо чувствовать себя ответственным за это и быть в состоянии прогнозировать результаты. Тогда поведение станет результатом, вытекающим из соответствующей установки. Значение внешней мотивации для работы велико. Внутренняя мотивация в современном мире производства приобретает все большее и большее значение. Она важна из-за ее долговременного влияния на результаты труда и отношение к работе. Ее влияние тем сильнее, чем выше и разнообразнее требования к содержанию работы, чем больше ему соответствует внутреннее состояние человека. 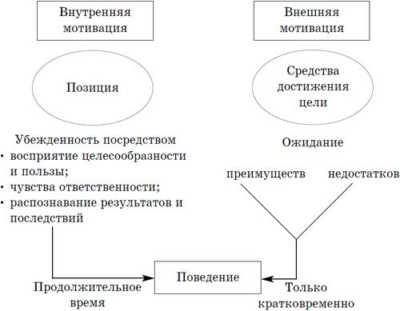 Рис. 4.3. Формирование осознанного поведения в области качества на основе факторов внутренней и внешней мотивации Внешняя мотивация должна выполнять на начальном этапе роль опоры для создания системы эффективного труда. Ее можно также рассматривать как дополнительный поддерживающий стимул в период консолидации. Однако долговременная мотивация и эффективные изменения в поведении сотрудников достигаются только при условии создания внутренней мотивации. Внедрение системы качества на предприятии часто бывает ориентировано исключительно на получение сертификата, которое является для них стимулом. После решения этой задачи снижается интерес и стремление к поддержанию системы качества на предприятии. Аналогичная ситуация возникает при сокращении ожидаемого преимущества, например, кратковременного возрастания затрат или уменьшения числа заказов. Происходит ослабление усилий, и поведение, ориентированное на улучшение качества продукции или услуг, изменяется. Это вполне справедливо и для сотрудников. Если преимущества, например, премии, служебные автомобили и заграничные командировки, исчезают или к ним просто привыкают, то активность деятельности снижается, а необходимое поведение будет все хуже и хуже. Внешняя мотивация может, таким образом, действовать только кратковременно и периодически как побуждающее или вспомогательное средство. Реальную пользу для системы качества может принести только создание внутренней мотивации на предприятии. Создание внутренней мотивации в значительной мере связано с процессами осознания и сопереживания. При этом большое значение придается деятельности руководителей всех уровней иерархии и аудиторов. Сложная задача — создать внутреннюю мотивацию и сохранять ее. Необходимо сформировать убежденность в том, что она целесообразна и значима для предприятия и сотрудников, выработать у последних чувство ответственности и стремление к активному участию в ее реализации. Существенными моментами в решении такой задачи являются: информация и содействие; коммуникация; активное вовлечение всех сотрудников; пример и руководство. Процесс выработки осознанных мышления и поведения в области качества представлен на рис. 4.3. Можно привести некоторые общие принципы создания и поддержания внутренней мотивации: постоянная мотивация порождается работой, которая должна быть привлекательной, иметь творческий характер, требовать от исполнителя ответственности; должны быть четко определены постановка и оценка целей, а также результаты работы; мотивацию подкрепляют признание и благодарность за достигнутые результаты; хорошими факторами мотивации служат продвижение по службе, планы на будущее и профессиональный рост; существенным мотиватором является использование в производстве личных разработок персонала. Важное значение мотивации персонала для эффективной деятельности организации подчеркивали основоположники науки управления: Ф. Тейлор говорил о дружественном сотрудничестве с администрацией, А. Файоль и Г. Эмерсон — о справедливом вознаграждении, а Г. Форд ввел 8-часовой рабочий день и минимальный уровень заработной платы. Но в полной мере значение мотивации персонала нашло отражение в доктрине «человеческих отношений» и в подходе к управлению с точки зрения науки о поведении людей. В управлении качеством мотивация персонала — это побуждение работников к активной деятельности по обеспечению требуемого качества продукции. В основе мотивации лежит принцип предоставления работникам возможностей для реализации личных целей за счет добросовестного отношения к труду. Мотивация в управлении связана прежде всего с умелым сочетанием методов управления, формированием наиболее действенного стиля руководства. Она реализуется в процессе и формах найма, условиях контракта, системе оплаты и стимулирования труда, повышении квалификации и является (по мнению крупнейших специалистов в области управления) фундаментом любой организации, во многом определяющим ее конкурентоспособность. Деятельность людей основывается на выдвигаемых ими исходных положениях, которые в отношении других людей реализуются в вопросах: можно ли им доверять? любят ли они работать? могут ли они работать творчески? почему они действуют так, а не иначе? как нужно с ними обращаться? и пр. Эти вопросы в своей совокупности и составляют философию кадрового менеджмента. Одним из факторов, формирующих кадровую философию менеджера, является верхний уровень менеджмента в организации, пронизывающий все уровни и отделы организации. Эффективный менеджмент учит работать умнее, а не быстрее. Американский профессор Мишель Ле Беф открыл фундаментальный принцип менеджмента, который прост и очевиден: «Делается то, что вознаграждается». Но традиция вознаграждать исключительно за достижение сиюминутных целей (квартальный, годовой, пятилетний план) или получение прибыли не стимулирует к достойному финансированию социального и профессионального развития сотрудников. Откуда тогда может возникнуть ответный интерес к процветанию предприятия? Уровень управленческой культуры менеджеров высшего эшелона характеризуется: — стратегическим мышлением; — степенью ответственности перед обществом; — способностью организовать взаимодействие; — риском с умом; — применением системы вознаграждения по результату; — стремлением к обновлению, развитию личности; — эффективным применением социокультурных технологий. Эффективный менеджмент точно определяет, что нужно поощрять, чтобы использовать человеческий ресурс наилучшим образом. Цель рентабельно работающей организации — совершить маленькое чудо: помочь обычным людям превзойти себя, выполнить необыкновенное. Дуглас Макгрегор проанализировал деятельность исполнителя на рабочем месте и выявил, что управляющий может контролировать следующие параметры, определяющие действия исполнителя: задания, которые получает подчиненный; качество выполнения задания; время получения задания; ожидаемое время выполнения задачи; средства, имеющиеся для выполнения задачи; коллектив, в котором работает подчиненный; инструкции, полученные подчиненным; убеждение подчиненного в посилъности задачи; убеждение подчиненного в вознаграждении за успешную работу; размер вознаграждения за проведенную работу; уровень вовлечения подчиненного в круг проблем, связанных с работой. Все эти факторы зависят от руководителя и одновременно в той или иной мере влияют на работника, определяют качество и интенсивность его труда. Д. Макгрегор пришел к выводу, что на основе этих факторов возможно применить два различных подхода к управлению, которые он назвал «Теория X» и «Теория Y». «Теория X» воплощает чисто авторитарный стиль управления, характеризуется существенной централизацией власти, жестким контролем по перечисленным выше факторам. «Теория Y» соответствует демократическому стилю управления и предполагает делегирование полномочий, улучшение взаимоотношений в коллективе, учет соответствующей мотивации исполнителей и их психологических потребностей, обогащение содержания работы. Задача современного менеджмента — создание таких условий, при которых потенциал персонала будет использован наилучшим образом. Традиционная «Теория X» или, как ее называют, метод «кнута и пряника» в цивилизованных странах перестает срабатывать даже применительно к работникам физического труда. Японские менеджеры изобрели свой стиль управления персоналом. Уильям Оучи назвал его теорией «Z». В ней имеется ряд отличий от американской и западноевропейской школ менеджмента. Во-первых, акцент ставится на заботе о людях. Если преуспевающий янки-бизнесмен больше заинтересован в росте заработка персонала, то японским менеджерам свойственно внимание ко всей совокупности качества жизни работника: где обитает, чем питается, как проводит свободное время, что нравится жене, где учатся дети и пр. Во-вторых, как принимаются управленческие решения: американцы привержены авторитарным (властным, диктаторским) или консультативным методам. Их конкуренты по другую сторону Тихого океана при этом откровенно обмениваются информацией и идеями с подчиненными, вырабатывают и утверждают решения «по-семейному». В-третьих, в принципах занятости, продвижения и ответственности: японским фирмам, в отличие от американских, присуща система пожизненного найма, горизонтальная и вертикальная ротация кадров через каждые два-три года, коллективная ответственность за результаты. Сравнительная характеристика теорий X, Y, Z дана в табл. 4.1, где видно, что успехи Японии в управлении качеством связаны с характером мотивации людей, смещением ее акцентов со стороны организацинно-распорядительных и экономических методов в сторону социально-психологических методов управления, перехода от диктаторских стилей руководства в сторону сопричастных. Разнообразие личных целей и стремлений работников, уровень их образования и культуры определяют различные потребности и требуют применения различных способов мотивации. В самом деле, подходы к мотивации в научно-исследовательском институте и исправительно-трудовой колонии должны быть, очевидно, разными. Таблица 4.1  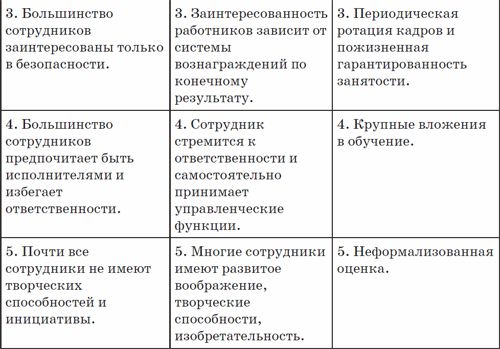 В науке управления существует несколько теорий мотивации, разработанных в последние 30–40 лет. Первоначально мотивация сводилась к методу кнута и пряника, когда работников содержали на грани голода, исходя из того, что единственной заботой людей была борьба за выживание. Тейлор усовершенствовал этот метод, предложив оплачивать труд пропорционально объему выработки, в результате чего существенно увеличилась производительность труда. Благодаря такому усовершенствованию метод кнута и пряника, дополненный в последнее время различными коэффициентами и преподносимый под более благозвучными наименованиями, до сих пор используют многие руководители в качестве основного, а часто и единственного способа мотивации. Но по мере роста благосостояния работников применение одного этого метода стало, конечно, недостаточным. Потребовались новые методы мотивации. Э. Мэйо в 20-е гг. в ходе экспериментов на текстильной фабрике в Филадельфии использовал социологические методы мотивации. Он предоставил работникам возможность для общения в течение рабочего дня, что улучшило их моральное состояние, позволило снизить текучесть кадров и увеличить выработку без повышения зарплат. После этого проводились эксперименты в Хоторне, которые заложили основу концепции человеческих отношений и поведенческого подхода к управлению. С развитием психологии и социологии развивались содержательные теории мотивации, основанные на определении и удовлетворении внутренних потребностей работников, а также процессуальные теории мотивации, учитывающие мотивы поведения людей на рабочем месте. Для мотивации по потребностям А. Маслоу в 40-е гг. предложил использовать иерархию потребностей, представляющую собой пирамиду (рис. 4.4), в основании которой располагаются первичные потребности (физиологические), а на втором уровне — потребности в безопасности и защищенности. Далее, по возрастающей, он расположил социальные потребности, потребности в признании и самовыражении.  Рис. 4.4. Иерархия потребностей человека (по Маслоу) На основе иерархии потребностей можно построить мотивационную модель (табл. 4.2). Таблица 4.2 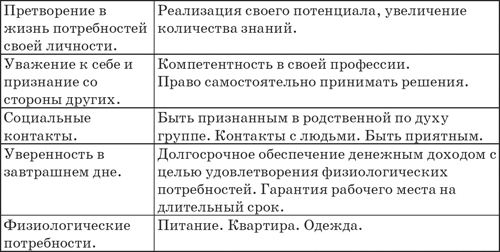 Для устойчивой мотивации огромное значение имеет сочетание различных видов вознаграждения людей за положительные результаты или процессы их деятельности. В менеджменте применяются по крайней мере 8 способов вознаграждения: 1. ДЕНЬГИ. Стимулирующая роль денег особенно эффективна, когда предприятия вознаграждают своих сотрудников в зависимости от выполнения работы и получения конкретных результатов, а не за отсиженное на рабочем месте время. Г. Форд придавал деньгам доминирующее значение в стимулировании. Он значительно увеличил минимальную заработную плату до 5 долларов в день, сократив продолжительность рабочего дня с 10 до 8 часов. Его нововведения по стимулированию были встречены с большим воодушевлением и оказали помимо материального большой психологический эффект. В 1914 г. такой дневной заработок вдвое превышал общепринятый. Мало кто понимал, что Форд предложил такую заработную плату отнюдь не из большой щедрости. Его вовсе не заботил жизненный уровень рабочих. Г. Форд никогда не скрывал истинной причины введения дневной платы рабочим в 5 долларов: он хотел, чтобы размер заработка его рабочих позволял им со временем покупать производимые ими самими автомобили. А разве мечтой любого рабочего не являлась покупка собственного автомобиля? 2. ОДОБРЕНИЕ. Одобрение — еще более мощный способ вознаграждения, чем деньги, которые, конечно, всегда будут многозначить. Почти все люди положительно реагируют, если чувствуют, что их ценят и уважают. По мнению автора, есть только двевещи, которые люди хотят больше, чем секса и денег, — это одобрение и похвала. Достаточно одобрить хорошее поведение, и оновскоре повторится. Существуют следующие правила менеджеров: 1) хвалите сразу; 2) хвалите работу человека; 3) говорите, что вы довольны и вам приятно оттого, что работник это сделал; 4) после этого не стоит стоять над душой работника, поэтому, выполнив свою миссию, уходите. 3. ДЕЙСТВИЕ. Служащие, которые приобретают акциии становятся совладельцами, ведут себя как владельцы. Но чтобыиспользовать этот способ вознаграждения, предприятие должноиспользовать групповое принятие управленческого решения вместо авторитарного и производить конкурентоспособный товар. Г. Форд также использовал этот метод. На его предприятиях рабочие были акционерами. Исследования Университета штата Мичиган показали, что использование этого способа вознаграждения может в 1,5 раза повысить доход фирмы. К сожалению, в российской действительности существует жалкая пародия на эту систему из-за невыполнения вышеуказанных условий. 4. ВОЗНАГРАЖДЕНИЕ СВОБОДНЫМ ВРЕМЕНЕМ поможет удержать сотрудников от формирования привычки транжирить время попусту и позволит им больше времени тратить на себя и свою семью, если они будут справляться с работой раньше отведенного срока. Такой метод подходит для людей со свободным расписанием. В противном случае у руководства появляется соблазн повысить объем работы. 5. ВЗАИМОПОНИМАНИЕ И ПРОЯВЛЕНИЕ ИНТЕРЕСА К РАБОТНИКУ. Способ вознаграждения наиболее значим для эффективных сотрудников-профессионалов. Для них внутреннее вознаграждение имеет большой вес. Такой подход требует от менеджеров хорошего неформального контакта со своими подчиненными, а также знания того, что их волнует и интересует. 6. ПРОДВИЖЕНИЕ ПО СЛУЖЕБНОЙ ЛЕСТНИЦЕ И ЛИЧНЫЙ РОСТ. Этот способ вознаграждения требует серьезных финансовых затрат высшего руководства, но именно он позволяет в настоящее время таким компаниям, как «IBM», «Digital equipment corp.», «General Motors», сохранять лидирующее положение на рынке в США. Продвижение вверх дает власть, а не только материальные блага. Люди ее любят даже больше, чем деньги (подробнее см.: Шевчук Д.А. Корпоративные финансы. — М.: ГроссМедиа: РОСБУХ, 2008 и Шевчук Д.А. Банковские операции. — М.: ГроссМедиа: РОСБУХ, 2007). 7. ПРЕДОСТАВЛЕНИЕ САМОСТОЯТЕЛЬНОСТИ И ЛЮБИМОЙ РАБОТЫ. Этот способ особенно хорош, когда работники стремятся стать профессионалами, но ощущают над собой пресс контроля или чувствуют, что другую работу они выполняли бы гораздо профессиональнее, с большей отдачей и лучшими результатами. Здесь искусство менеджера состоит в способности выявить такого сотрудника, что может быть затруднено приятием его действий за очередное контрольное мероприятие. Очень часто такие люди могли бы работать эффективно без надзора сверху, но отсутствие некоторой смелости не позволяет им обратиться по этому поводу к руководству. 8. ПРИЗЫ. Этот способ вознаграждения зависит от воображения менеджера, наиболее эффективен при вручении приза в присутствии работников фирмы. В настоящее время в России основой мотивации, без сомнения, является уровень заработной платы и удовлетворение социальных потребностей. Тем не менее, даже в нынешних условиях нельзя забывать и о более высоких уровнях мотивации — об открытом и гласном признании достижений конкретных работников, о предоставлении возможностей для их самовыражения. В зависимости от контингента работников в качестве мотивации может в той или иной форме использоваться так называемый партисипативный метод управления, заключающийся в привлечении работников к активному участию в управлении предприятием. Важной особенностью работы по мотивации персонала на предприятиях является необходимость тесного взаимодействия с профсоюзами и юридической службой. Учитывая важное значение качества для экономики в целом, в ряде стран выпуск продукции высокого качества стимулируется на государственном уровне путем присуждения премий по качеству. 4.3.2. Премии по качеству В 1950 г. в Японию из США приехал доктор У.Э. Деминг и провел ряд краткосрочных семинаров по управлению качеством. Авторский гонорар от книги, составленной на основе лекций, прочитанных на этих семинарах, был использован для учреждения премий Деминга. Этих премий две: для отдельного лица и для предприятия. Премия Деминга для отдельного лица присуждается одному или нескольким лицам, которые способствовали распространению и развитию теоретических принципов статистических методов контроля качества. Существует несколько различных категорий премий предприятию, но в первую очередь это премии, присуждаемые фирме, которая в данном финансовом году добилась исключительно больших успехов в области применения статистических методов контроля качества. С каждым годом по мере повышения уровня статистического контроля качества и комплексного управления качеством в Японии претенденты на присуждение премий Деминга должны удовлетворять все более высоким требованиям. Эти премии — наиболее престижные награды для японских предприятий. Премии предприятиям, стимулирующие высокие экономические показатели, привели к организационной перестройке в отраслях промышленности, где применяются методы статистического контроля качества и комплексного управления качеством и осуществляется инспектирование систем управления качеством. Пример учреждения премии Деминга оказался заразительным (хотя и с большим опозданием) для других развитых стран. В США по инициативе бывшего министра торговли М. Болдриджа в 1987 г. для стимулирования за выпуск высококачественной продукции стала премия, названная именем ее учредителя, присуждаемая за достижения в области качества трем категориям предприятий: промышленным, в области услуг и мелкому бизнесу. В 1991 г. Европейским фондом по управлению качеством (EFQM), основанным 14-ю крупнейшими компаниями Европы была учреждена Европейская премия по качеству, присуждаемая по результатам оценки предприятий по девяти критериям: роль руководства, управление персоналом, политика и стратегия, ресурсы, процессы, удовлетворение персонала, удовлетворение потребителей, воздействие на общество, результаты бизнеса. И, наконец, в 1996 г. в России была учреждена ежегодная правительственная премия в области качества, присуждаемая организациям за достижение «…значительных результатов в области качества продукции или услуг, обеспечение их безопасности, а также за внедрение организациями высокоэффективных методов управления качеством». Ежегодно присуждается не более 12 премий. Роль премий заключается не только в том, чтобы отметить достижения лучших предприятий. В последнее время премии стали играть не меньшее значение в проведении ими самооценки по критериям премий и принятия необходимых мер для улучшения работ в области качества. В частности, большое значение имеет внедрение критериев премий в качестве функций и элементов в действующие системы качества, что позволяет повысить эффективность этих систем, приблизив их уровень к тотальному управлению качеством. Для участия в конкурсе на присуждение российской премии по качеству предприятие представляет в Совет по присуждению премии заявку, анкету-декларацию и отчет по самооценке на соответствие критериям премии. Основными руководящими документами российской премии по качеству являются «Руководство для участников конкурса» и «Рекомендации по самооценке». Модели американской и европейской (российской) премий включают две группы критериев — обеспечение результатов (возможности) и сами результаты. Для большего представления приведем пример самооценки по критерию «Политика и стратегия», где оцениваются следующие комплексные показатели: 1) базирование политики и стратегии предприятия на принципах TQM; 2) определение политики и стратегии на основе достоверной и полной информации; 3) реализация единой политики и стратегии на всем предприятии; 4) информация о политике и стратегии внутри и вне предприятия; 5) периодическая актуализация и улучшение политики и стратегии. Без преувеличения можно сказать, что на предприятиях с подобным подходом чувствуется серьезное стремление во что бы то ни стало существенно улучшить качество и поставить свою организацию в число лучших. Учреждение Премии Правительства РФ в области качества явилось закономерным и давно ожидаемым событием как среди специалистов, так и среди руководителей предприятий и организаций, принявших для себя в качестве стратегической задачу коренного изменения подходов к менеджменту качества. Особенность российской премии в том, что, как и другие национальные премии в области качества, она призвана не только выделять и награждать лидеров в этой области, но и ориентировать те предприятия, которые намерены ликвидировать или же сократить свое отставание от них. Основу такого ориентирования составляет процедура самооценки по критериям премии. 4.4. Контроль, учет и анализ процессов управления качеством 4.4.1. Организация контроля качества продукции и профилактики брака Особое место в управлении качеством продукции занимает контроль качества. Именно контроль — как одно из эффективных средств достижения намеченных целей и важнейшая функция управления — способствует правильному использованию объективно существующих, а также созданных человеком предпосылок и условий выпуска продукции высокого качества. От степени совершенства контроля качества, его технического оснащения и организации во многом зависит эффективность производства в целом. Именно в процессе контроля осуществляется сопоставление фактически достигнутых результатов функционирования системы с запланированными. Современные методы контроля качества продукции, позволяющие при минимальных затратах достичь высокой стабильности показателей качества, приобретают все большее значение. Контроль — это процесс определения и оценки информации об отклонениях действительных значений от заданных или их совпадении и результатах анализа. Контролировать можно цели (цель/цель), ход выполнения плана (цель/будет), прогнозы (будет/будет), развитие процесса (будет/есть). Предметом контроля может быть не только исполнительская деятельность, но и работа менеджера. Контрольная информация используется в процессе регулирования. Так говорят о целесообразности объединения планирования и контроля в единую систему управления (Controlling): планирование, контроль, отчетность, менеджмент. Контроль осуществляется лицами, прямо или косвенно зависящими от процесса. Проверка (ревизия) — это контроль лицами, не зависящими от процесса. Процесс контроля должен пройти следующие стадии: 1. Определение концепции контроля (всеобъемлющая система контроля «Controlling» или частные проверки). 2. Определение цели контроля (решение о целесообразности, правильности, регулярности, эффективности процесса правления). 3. Планирование проверки: а) объекты контроля (потенциалы, методы, результаты, показатели и т. д.); б) проверяемые нормы (этические, правовые, производственные); в) субъекты контроля (внутренние или внешние органы контроля); г) методы контроля; д) объем и средства контроля (полный, сплошной, выборочный, ручной, автоматический, компьютеризированный); е) сроки и продолжительность проверок; ж) последовательность, методики и допуски проверок. 4. Определение значений действительных и предписанных. 5. Установление идентичности расхождений (обнаружение, количественная оценка). 6. Выработка решения, определение его веса. 7. Документирование решения. 8. Метапроверка (проверка проверки). 9. Сообщение решения (устное, письменный отчет). 10. Оценка решения (анализ отклонений, локализация причин, установление ответственности, исследование возможностей исправления, меры по устранению недостатков). Виды контроля различают по следующим признакам: 1. По принадлежности субъекта контроля к предприятию: внутренний; внешний. 2. По основанию для проведения контроля: добровольный; по закону; по Уставу. 3. По объекту контроля: контроль за процессами; контроль за решениями; контроль за объектами; контроль за результатами. 4. По регулярности: системный; нерегулярный; специальный. Контроль качества должен подтверждать выполнение заданных требований к продукции, включая в себя: • входной контроль (материалы не должны использоваться в процессе без контроля; проверка входящего продукта должна соответствовать плану качества, закрепленным процедурам и может иметь различные формы); • промежуточный контроль (организация должна иметь специальные документы, фиксирующие процедуру контроля и испытаний внутри процесса, и осуществлять этот контроль систематически); • окончательный контроль (предназначен для выявления соответствия между фактическим конечным продуктом и тем, который предусмотрен планом по качеству; включает в себя результаты всех предыдущих проверок и отражает соответствие продукта необходимым требованиям); • регистрация результатов контроля и испытаний (документы о результатах контроля и испытаний предоставляются заинтересованным организациям и лицам). Особым видом контроля являются испытания готовой продукции. Испытание — это определение или исследование одной или нескольких характеристик изделия под воздействием совокупности физических, химических, природных или эксплуатационных факторов и условий. Испытания проводятся по соответствующим программам. В зависимости от целей существуют следующие основные виды испытаний: • предварительные испытания — испытания опытных образцов для определения возможности приемочных испытаний; • приемочные испытания — испытания опытных образцов для определения возможности их постановки на производство; • приемо-сдаточные испытания — испытания каждого изделия для определения возможности его поставки заказчику; • периодические испытания — испытания, которые проводят 1 раз в 3–5 лет для проверки стабильности технологии производства; • типовые испытания — испытания серийных изделий после внесения существенных изменений в конструкцию или технологию. Точность измерительного и испытательного оборудования влияет на достоверность оценки качества, поэтому обеспечение его качества особенно важно. Из нормативных документов, регламентирующих метрологическую деятельность, выделяют: Закон РФ о единстве измерений и международный стандарт ИСО 10012-1:1992 о подтверждении метрологической пригодности измерительного оборудования. При управлении контрольным, измерительным и испытательным оборудованием организация должна: • определить, какие измерения должны быть сделаны, какими средствами и с какой точностью; • оформить документально соответствие оборудования необходимым требованиям; • регулярно проводить калибровку (проверку делений прибора); • определить методику и периодичность калибровки; • документально оформлять результаты калибровки; • обеспечить условия применения измерительной техники с учетом параметров окружающей среды; • устранять неисправные или непригодные контрольно-измерительные средства; • производить регулировку оборудования и программного обеспечения с помощью только специально обученного персонала. Прохождение контроля и испытаний продукции должно подтверждаться наглядно (например, с помощью этикеток, бирок, пломб и т. д.). Те продукты, которые не соответствуют критериям проверки, отделяются от остальных. Также необходимо определить специалистов, ответственных за проведение такого контроля, и установить их полномочия. Для принятия решения о контроле и организации процессов контроля могут иметь значение ряд критериев: его эффективность, эффект влияния на людей, задачи контроля и его границы (рис. 4.5).  Рис. 4.5. Основные составляющие критерия для решения о контроле Система контроля качества продукции представляет собой совокупность взаимосвязанных объектов и субъектов контроля, используемых видов, методов и средств оценки качества изделий и профилактики брака на различных этапах жизненного цикла продукции и уровнях управления качеством. Эффективная система контроля позволяет в большинстве случаев осуществлять своевременное и целенаправленное воздействие на уровень качества выпускаемой продукции, предупреждать всевозможные недостатки и сбои в работе, обеспечивать их оперативное выявление и ликвидацию с наименьшими затратами ресурсов. Положительные результаты действенного контроля качества можно выделить и в большинстве случаев определить количественно на стадиях разработки, производства, обращения, эксплуатации (потребления) и восстановления (ремонта) продукции. В рыночных условиях хозяйствования существенно возрастает роль служб контроля качества продукции предприятий в обеспечении профилактики брака в производстве, усиливается их ответственность за достоверность и объективность результатов осуществляемых проверок, недопущение поставки потребителям продукции низкого качества. Необходимость первоочередного совершенствования деятельности служб технического контроля предприятий определяется их особым местом в производственном процессе. Так, непосредственная близость к контролируемым объектам, процессам и явлениям (во времени и пространстве) создает работникам контрольных служб наиболее благоприятные условия для следующего: разработки оптимальных планов контроля, основанных на результатах длительного наблюдения, анализа и обобщения информации о качестве исходных компонентов готовой продукции, точности оборудования, качестве инструмента и оснастки, стабильности технологических процессов, качестве труда исполнителей и других факторах, оказывающих непосредственное влияние на качество продукции; предупреждения брака и обеспечения активного профилактического воздействия контроля на процессы возникновения отклонений от требований утвержденных стандартов, технических условий, параметров действующих технологических процессов и др.; своевременного проведения в необходимом объеме всех предусмотренных контрольных операций; целенаправленного оперативного изменения условий функционирования объекта контроля для устранения возникающих сбоев в работе и предотвращения производства и поставки потребителям изделий ненадлежащего качества. Необходимо подчеркнуть, что контроль качества, осуществляемый соответствующими подразделениями предприятий, является первичным (предшествующим во времени) по отношению к контролю со стороны других субъектов управления качеством. Это обстоятельство свидетельствует о необходимости первоочередного совершенствования деятельности служб технического контроля на предприятиях. На рис. 4.6 показан типовой состав структурных подразделений отдела технического контроля (ОТК) крупного предприятия. Операции контроля качества — неотъемлемая составная часть технологического процесса производства изделий, а также их последующей упаковки, транспортировки, хранения и отгрузки потребителям. Без проведения работниками контрольной службы предприятия (цеха, участка) необходимых проверочных операций в процессе производства изделий или по завершении отдельных этапов их обработки последние не могут считаться полностью изготовленными, потому не подлежат отгрузке покупателям. Именно это обстоятельство определяет особую роль служб технического контроля.  Рис. 4.6. Структурные подразделения ОТК Службы технического контроля функционируют в настоящее время практически на всех промышленных предприятиях. Именно отделы и управления контроля качества обладают наиболее существенными материально-техническими предпосылками (испытательным оборудованием, контрольно-измерительными приборами, оснасткой, помещениями и т. п.) для проведения квалифицированной и всесторонней оценки качества изделий. Тем не менее достоверность результатов контроля качества, осуществляемого персоналом этих служб, нередко вызывает обоснованные сомнения. На некоторых предприятиях требовательность и объективность работников технического контроля при приемке изготовленной продукции остаются на низком уровне. Ослабление работы по выявлению внутреннего брака практически повсеместно сопровождается увеличением рекламаций на выпускаемую продукцию. На многих предприятиях наблюдается превышение суммы убытков от претензий и рекламаций на продукцию низкого качества над величиной потерь от брака в производстве. Обнаружение многих дефектов изделий лишь потребителями продукции свидетельствует о неудовлетворительной работе служб технического контроля предприятий и, в частности, об отсутствии необходимой заинтересованности и ответственности персонала контролирующих подразделений в полном выявлении брака на обслуживаемых участках производства. В структуре служб контроля качества продукции многих предприятий в основном присутствуют подразделения, обеспечивающие технические и технологические аспекты контроля качества. При этом недостаточно развиты организационно-экономические и информационные функции отделов и управлений технического контроля. На многих предприятиях в работе названных подразделений имеются такие проблемы и недостатки, как: низкая пропускная способность контрольных служб и недостаточная численность персонала, приводящие к нарушению ритмичности производства и реализации продукции, невыполнению отдельных работ по контролю качества, появлению бесконтрольных участков производства; недостоверность результатов контроля; низкая требовательность и субъективизм в оценке качества продукции; слабая техническая вооруженность и недостатки метрологического обеспечения; несовершенство методик измерений, дублирование и параллелизм в работе по оценке качества; относительно низкая заработная плата работников служб контроля качества продукции предприятий; недостатки в системах премирования персонала контрольных служб, приводящие к незаинтересованности в полном и своевременном выявлении брака; несоответствие квалификации контролеров разряду выполняемых контрольных работ, низкий образовательный уровень работников ОТК предприятий. Устранение отмеченных недостатков в работе служб технического контроля, препятствующих достижению высокой профилактичности, достоверности и объективности проверок, может оказывать разностороннее положительное влияние на процессы формирования и оценки качества изделий. Во-первых, технический контроль, направленный на предупреждение разбалансированности производственных процессов и возникновение отклонений от требований, установленных к качеству изделий, способствует профилактике брака, его обнаружению на наиболее ранних стадиях технологических процессов и оперативному устранению с минимальными затратами ресурсов, что, несомненно, приводит к повышению качества выпускаемой продукции, росту эффективности производства. Во-вторых, строгий и объективный контроль качества изделий работниками ОТК препятствует проникновению брака за ворота предприятий-изготовителей, способствует уменьшению объемов недоброкачественных изделий, поставляемых потребителям, снижает вероятность появления неизбежно возникающих при плохом контроле дополнительных непроизводительных расходов по выявлению и устранению различных дефектов в уже собранных изделиях, хранению, отгрузке и транспортировке недоброкачественной продукции к потребителям, ее входному контролю специальными подразделениями и возврату дефектной продукции изготовителям. В-третьих, надежная работа службы контроля качества создает необходимые предпосылки для устранения дублирования и параллелизма в работе других служб предприятия, снижения объемов перерабатываемой ими информации, высвобождения многих квалифицированных специалистов, занятых перепроверкой продукции, принятой службой технического контроля предприятия, существенного уменьшения количества разногласий, имеющих место при оценке качества продукции различными субъектами контроля, снижения затрат на технический контроль и повышения его эффективности (подробнее см.: Шевчук Д.А. Экономика организации: Конспект лекций. — Ростов-на-Дону: Феникс, 2007). Совершенствование деятельности отделов и управлений технического контроля предприятий должно предусматривать в первую очередь создание, развитие и укрепление в рамках контрольных служб тех подразделений, которые способны эффективно решать следующие задачи: разработка и реализация мероприятий по профилактике брака в производстве, предотвращению возникновения отклонений от утвержденных технологических процессов, предупреждению сбоев в работе, приводящих к ухудшению качества выпускаемой продукции; разработка и внедрение прогрессивных методов и средств технического контроля, способствующих росту производительности и фондовооруженности труда контролеров ОТК, повышению объективности проверок и облегчению работы персонала контрольных служб; объективный учет и комплексная дифференцированная оценка качества труда различных категорий персонала контрольной службы, определение достоверности результатов контроля; подготовка необходимых данных для последующей централизованной обработки информации о фактическом состоянии и изменении основных условий и предпосылок производства высококачественной продукции (качества поставляемых по кооперации сырья, материалов, полуфабрикатов, комплектующих изделий и т. п., качества труда работающих, состояния технологической дисциплины в цехах и на участках и т. д.), а также информации о достигнутом уровне качества выпускаемой продукции; проведение работ по расширению внедрения самоконтроля основных производственных рабочих (в частности, формирование перечня технологических операций, передаваемых на самоконтроль качества, оснащение рабочих мест необходимыми контрольно-измерительными приборами, инструментом, оснасткой и документацией, специальное обучение рабочих, выборочный контроль деятельности исполнителей, переведенных на работу с личным клеймом, оценка результатов внедрения самоконтроля в производстве и т. д.); проведение специальных исследований динамики качества изделий в процессе их эксплуатации, предполагающих организацию эффективной информационной взаимосвязи между поставщиками и потребителями по вопросам качества продукции; планирование и технико-экономический анализ различных аспектов деятельности службы контроля качества продукции; координация работы всех структурных подразделений отделов и управлений технического контроля предприятия; периодическое определение абсолютной величины и динамики затрат на контроль качества продукции, влияния профилактичности, достоверности и экономичности технического контроля на качество изделий и основные показатели деятельности предприятия, оценка эффективности работы контрольной службы. На небольших предприятиях в силу ряда объективных причин создание нескольких новых подразделений в составе службы технического контроля не всегда возможно. В подобных случаях перечисленные выше функции могут быть переданы для постоянного выполнения не вновь созданным подразделениям, а отдельным специалистам службы контроля качества, входящим в состав тех или иных ее структурных звеньев. В существующих производственных условиях достаточно быстрое и эффективное повышение объективности контроля качества продукции достигается в результате изменения сложившейся на многих предприятиях неправильной системы оценки и стимулирования труда различных категорий персонала контрольных служб, создания подлинной заинтересованности этих работников в повышении качества своего труда, обеспечении достоверности осуществляемых проверок. Для существенного улучшения результатов деятельности по контролю качества продукции необходима также концентрация усилий работников контрольных служб для обеспечении приоритетного развития прогрессивных видов технического контроля, позволяющих осуществлять профилактику брака в производстве. На рис. 4.7 показан состав элементов системы профилактики брака на предприятии и их взаимосвязь. Эффективность ее деятельности напрямую влияет на качественные показатели работы предприятия, поэтому имеет непреходящее значение. Развитие прогрессивных видов технического контроля предполагает необходимость первоочередного совершенствования: контроля качества продукции на этапе ее разработки; нормоконтроля конструкторской, технологической и другой документации на вновь осваиваемые и модернизируемые изделия; входного контроля качества сырья, материалов, полуфабрикатов, комплектующих изделий и другой продукции, получаемой по кооперации и используемой в собственном производстве; контроля соблюдения технологической дисциплины непосредственными исполнителями производственных операций; самоконтроля основных производственных рабочих, бригад, участков, цехов и других подразделений предприятия.  Рис. 4.7. Система профилактики брака на предприятии Правильное использование перечисленных видов контроля способствует значительному повышению его активного воздействия на процесс формирования качества изделий, поскольку осуществляется не пассивная фиксация брака в производстве, а профилактика его возникновения. Применение указанных видов контроля позволяет осуществлять своевременное обнаружение намечающихся отклонений от установленных требований, оперативное выявление и устранение различных причин снижения качества продукции, предотвращение возможности их появления в дальнейшем. 4.4.2. Методы контроля качества, анализа дефектов и их причин Технический контроль — это проверка соответствия объекта установленным техническим требованиям, составная и неотъемлемая часть производственного процесса. Контролю подвергаются: поступающие на предприятие сырье, материалы, топливо, полуфабрикаты, комплектующие изделия; производимые заготовки, детали, сборочные единицы; готовые изделия; оборудование, оснастка, технологические процессы изготовления продукции. Основные задачи технического контроля заключаются в обеспечении выпуска качественной продукции в соответствии со стандартами и ТУ, выявлении и предупреждении брака, проведении мер по дальнейшему улучшению качества изделий. К настоящему времени сложились разнообразные методы контроля качества, которые можно разбить на две группы: 1. Самопроверка или самоконтроль — персональная проверка и контроль оператором с применением методов, установленных технологической картой на операцию, а также с использованием предусмотренных измерительных средств с соблюдением заданной периодичности проверки. 2. Ревизия (проверка) — проверка, осуществляемая контролером, которая должна соответствовать содержанию карты контроля технологического процесса. Организация технического контроля заключается в: проектировании и осуществлении процесса контроля качества; определении организационных форм контроля; выборе и технико-экономическом обосновании средств и методов контроля; обеспечении взаимодействия всех элементов системы контроля качества продукции; разработке методов и систематическом проведении анализа брака и дефектов. В зависимости от характера дефектов брак может быть исправимым или неисправимым (окончательным). В первом случае изделия после исправления могут быть использованы по назначению, во втором — исправление технически производить невозможно или экономически нецелесообразно. Устанавливаются виновники брака и намечаются мероприятия по его предупреждению. Виды технического контроля показаны в таблице 4.3. При контроле качества продукции используются физические, химические и другие методы, которые можно разделить на две группы: разрушающие и неразрушаюшие. К разрушающим методам относятся следующие испытания: — испытания на растяжение и сжатие; — испытания на удар; — испытания при повторно-переменных нагрузках; — испытания твердости. Таблица 4.3 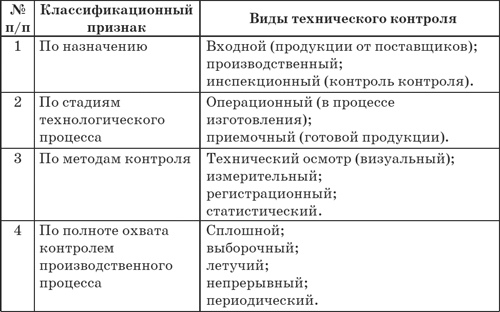 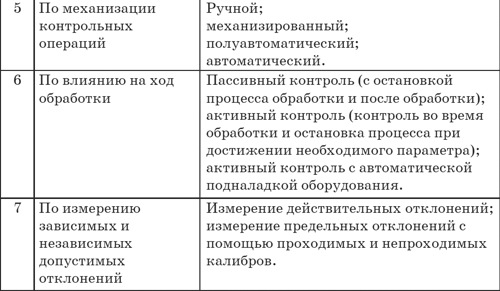 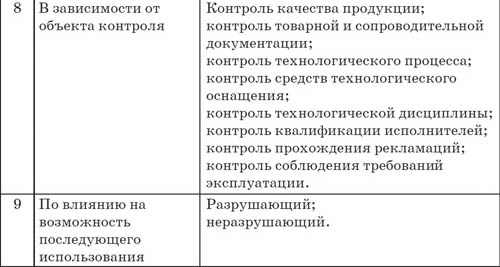 К неразрушающим методам принадлежат: — магнитные (магнитографические методы); — акустические (ультразвуковая дефектоскопия); — радиационные (дефектоскопия с помощью рентгеновских и гамма-лучей). Смысл статистических методов контроля качества заключается в значительном снижении затрат на его проведение по сравнению с органолептическими (визуальные, слуховые и т. п.). 4.4.3. Статистические методы контроля качества Различаются две области применения статистических методов в производстве (рис. 4.8): при регулировании хода технологического процесса с целью удержания его в заданных рамках (левая часть схемы); при приемке изготовленной продукции (правая часть схемы).  рис. 4.8. Области применения статистических методов управления качеством продукции Для контроля технологических процессов решаются задачи статистического анализа точности и стабильности технологических процессов и их статистического регулирования. При этом за эталон принимаются допуски на контролируемые параметры, заданные в технологической документации, и задача заключается в жестком удержании этих параметров в установленных пределах. Может быть поставлена также задача поиска новых режимов выполнения операций с целью повышения качества конечного производства. Прежде чем браться за применение статистических методов в производственном процессе, необходимо четко представлять цель применения этих методов и выгоду производства от их применения. Очень редко данные используются для заключения о качестве в том виде, в каком они были получены. Обычно для анализа данных используются семь, так называемых, статистических методов или инструментов контроля качества: расслаивание (стратификация) данных; графики; диаграмма Парето; причинно-следственная диаграмма (диаграмма Исикавы или «рыбий скелет»); контрольный листок и гистограмма; диаграмма разброса; контрольные карты. 1. Расслаивание (стратефикация). При разделении данных на группы в соответствии с их особенностями группы именуют слоями (стратами), а сам процесс разделения — расслаиванием (стратификацией). Желательно, чтобы различия внутри слоя были как можно меньше, а между слоями — как можно больше. В результатах измерений всегда есть больший или меньший разброс параметров. Если осуществлять стратификацию по факторам, порождающим этот разброс, легко выявить главную причину его появления, уменьшить его и добиться повышения качества продукции. Применение различных способов расслаивания зависит от конкретных задач. В производстве часто используется способ, называемый 4М, учитывающий факторы, зависящие от: человека (man); машины (machine); материала (material); метода (method). То есть расслаивание можно осуществить так: — по исполнителям (по полу, стажу работы, квалификации и т. д.); — по машинам и оборудованию (по новому или старому, марке, типу и т. д.); — по материалу (по месту производства, партии, виду, качеству сырья и т. д.); — по способу производства (по температуре, технологическому приему и т. д.). В торговле может быть расслаивание по районам, фирмам, продавцам, видам товара, сезонам. Метод расслаивания в чистом виде применяется при расчете стоимости изделия, когда требуется оценка прямых и косвенных расходов отдельно по изделиям и партиям, при оценке прибыли от продажи изделий отдельно по клиентам и по изделиям и т. д. Расслаивание также используется в случае применения других статистических методов: при построении причинно-следственных диаграмм, диаграмм Парето, гистограмм и контрольных карт. 2. Графическое представление данных широко применяется в производственной практике для наглядности и облегчения понимания смысла данных. Различают следующие виды графиков: А. График, представляющий собой ломанную линию (рис. 4.9), применяется, например, для выражения изменения каких-либо данных с течением времени. 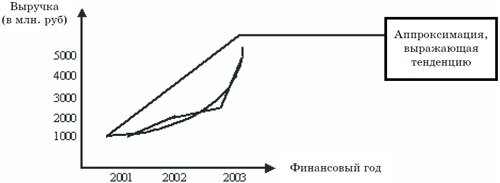 Рис. 4.9. Пример «ломанного» графика и его аппроксимации Б. Круговой и ленточный графики (рис. 4.10 и 4.11) применяются для выражения процентного соотношения рассматриваемых данных. 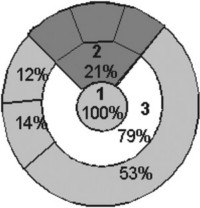 Рис. 4.10. Пример кругового графика Соотношение составляющих себестоимости производства: 1 — себестоимость производства продукции в целом; 2 — косвенные расходы; 3 — прямые расходы и т. д. 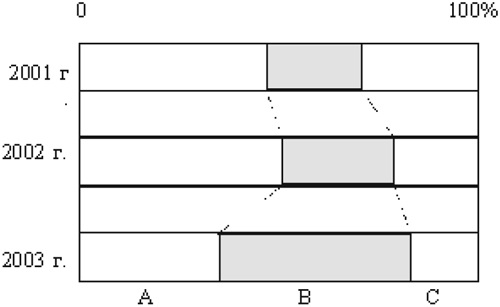 Рис. 4.11. Пример ленточного графика На рисунке 4.11 показано соотношение сумм выручки от продажи по отдельным видам изделий (A,B,C), видна тенденция: изделие B перспективно, а A и C — нет. В. Z-образный график (рис. 4.12) применяется для выражения условий достижений данных значений. Например, для оценки общей тенденции при регистрации по месяцам фактических данных (объем сбыта, объем производства и т. д.). График строится следующим образом: 1) откладываются значения параметра (например, объем сбыта) по месяцам (за период одного года) с января по декабрь и соединяются отрезками прямой (ломаная линия 1 на рис. 4.12); 2) вычисляется кумулятивная сумма за каждый месяц и строится соответствующий график (ломаная линия 2 на рис. 4.12); 3) вычисляются итоговые значения (меняющийся итог) и строится соответствующий график. За меняющийся итог в данном случае принимается итог за год, предшествующий данному месяцу (ломаная линия 3 на рис. 4.12). 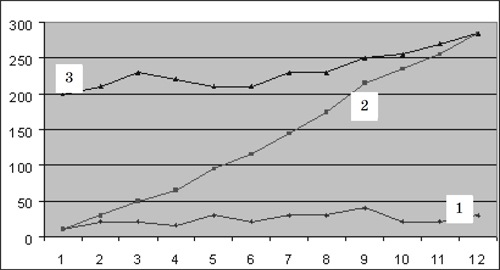 Рис. 4.12. Пример Z-образного графика Ось ординат — выручка по месяцам, ось абсцисс — месяцы года. По меняющемуся итогу можно определить тенденцию изменения за длительный период. Вместо меняющегося итога можно наносить на график планируемые значения и проверять условия их достижения. Г. Столбчатый график (рис. 4.13) представляет количественную зависимость, выражаемую высотой столбика, таких факторов, как себестоимость изделия от его вида, сумма потерь в результате брака от процесса и т. д. Разновидности столбчатого графика — гистограмма и диаграмма Парето. При построении графика по оси ординат откладывают количество факторов, влияющих на изучаемый процесс (в данном случае изучение стимулов к покупке изделий). По оси абсцисс — факторы, каждому из которых соответствует высота столбика, зависящая от числа (частоты) проявления данного фактора. 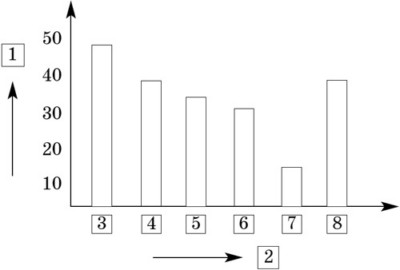 Рис. 4.13. Пример столбчатого графика Где: 1 — число стимулов к покупке; 2 — стимулы к покупке; 3 — качество; 4 — снижение цены; 5 — гарантийные сроки; 6 — дизайн; 7 — доставка; 8 — прочие. Если упорядочить стимулы к покупке по частоте их проявления и построить кумулятивную сумму, то получим диаграмму Парето. 3. Диаграмма Парето. Схема, построенная на основе группирования по дискретным признакам, ранжированная в порядке убывания (например, по частоте появления) и показывающая кумулятивную (накопленную) частоту, называется диаграммой Парето (рис. 4.10). Парето — итальянский экономист и социолог, использовавший свою диаграмму для анализа богатств Италии. 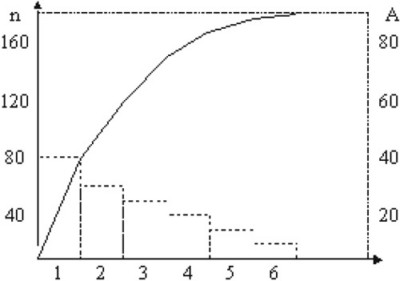 Рис. 4.14. Пример диаграммы Парето Где: 1 — ошибки в процессе производства; 2 — некачественное сырье; 3 — некачественные орудия труда; 4 — некачественные шаблоны; 5 — некачественные чертежи; 6 — прочее; А относительная кумулятивная (накопленная) частота, %; n число бракованных единиц продукции. Приведенная диаграмма построена на основе группирования бракованной продукции по видам брака и расположения в порядке убывания числа единиц бракованной продукции каждого вида. Диаграмму Парето можно использовать очень широко. С ее помощью можно оценить эффективность принятых мер по улучшению качества продукции, построив ее до и после внесения изменений. 4. Причинно-следственная диаграмма (рис. 4.15).  а) пример условной диаграммы, где: 1 — факторы (причины); 2 — большая «кость»; 3 — малая «кость»; 4 — средняя «кость»; 5 — «хребет»; 6 — характеристика (результат). 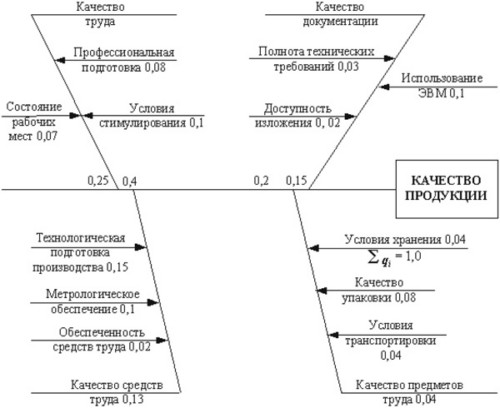 б) пример причинно-следственной диаграммы факторов, влияющих на качество продукции. Рис. 4.15. Примеры причинно-следственной диаграммы Причинно-следственная диаграмма используется, когда требуется исследовать и изобразить возможные причины определенной проблемы. Ее применение позволяет выявить и сгруппировать условия и факторы, влияющие на данную проблему. Рассмотрим форму причинно-следственной диаграммы на рис. 4.15 (она называется еще «рыбий скелет» или диаграмма Исикавы). Порядок составления диаграммы: 1. Выбирается проблема для решения — «хребет». 2. Выявляются наиболее существенные факторы и условия, влияющие на проблему — причины первого порядка. 3. Выявляется совокупность причин, влияющих на существенные факторы и условия (причины 2-, 3 и последующих порядков). 4. Анализируется диаграмма: факторы и условия расставляются по значимости, устанавливаются те причины, которые в данный момент поддаются корректировке. 5. Составляется план дальнейших действий. 5. Контрольный листок (таблица накопленных частот) составляется для построения гистограммы распределения, включает в себя следующие графы: (табл. 4.4). Таблица 4.4  На основании контрольного листка строится гистограмма (рис. 4.16) или при большом количестве измерений кривая распределения плотности вероятностей (рис. 4.17). 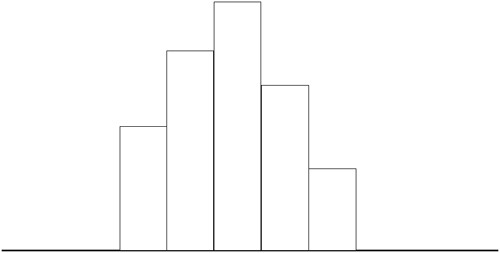 Рис. 4.16. Пример представления данных в виде гистограммы 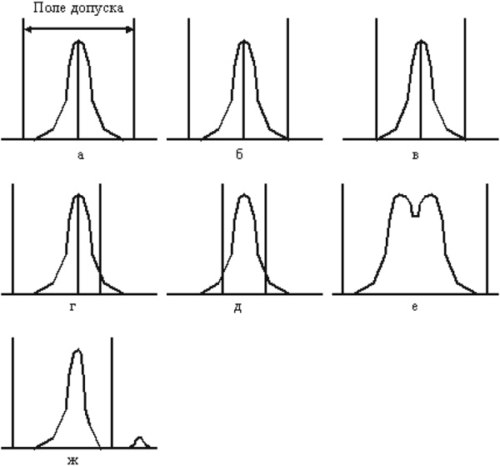 Рис. 4.17. Виды кривых распределения плотности вероятностей Гистограмма представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте появления за определенный период времени. При нанесении на график допустимых значений параметра можно определить, как часто этот параметр попадает в допустимый диапазон или выходит за его предел. При исследовании гистограммы можно выяснить, в удовлетворительном ли состоянии находятся партия изделий и технологический процесс. Рассматривают следующие вопросы: какова ширина распределения по отношению к ширине допуска; каков центр распределения по отношению к центру поля допуска; какова форма распределения. В случае, если а) форма распределения симметрична, то имеется запас пополю допуска, центр распределения и центр поля допуска совпадают — качество партии в удовлетворительном состоянии; б) центр распределения смещен вправо, то есть опасение, что среди изделий (в остальной части партии) могут находиться дефектные изделия, выходящие за верхний предел допуска. Проверяют, нет ли систематической ошибки в измерительных приборах. Если нет, то продолжают выпускать продукцию, отрегулировав операцию и сместив размеры так, чтобы центр распределения и центр поля допуска совпадали; в) центр распределения расположен правильно, однако ширина распределения совпадает с шириной поля допуска. Есть опасения, что при рассмотрении всей партии появятся дефектные изделия. Необходимо исследовать точность оборудования, условия обработки и т. д. либо расширить поле допуска; г) центр распределения смещен, что свидетельствует о присутствии дефектных изделий. Необходимо путем регулировки переместить центр распределения в центр поля допуска и либо сузить ширину распределения, либо пересмотреть допуск; д) ситуация аналогична предыдущей, аналогичны и меры воздействия; е) в распределении 2 пика, хотя образцы взяты из одной партии. Объясняется это либо тем, что сырье было 2-х разных сортов, либо в процессе работы была изменена настройка станка, либо в партию соединили изделия, обработанные на 2-х разных станках. В этом случае следует производить обследование послойно; ж) и ширина, и центр распределения — в норме, однако незначительная часть изделий выходит за верхний предел допуска и, отделяясь, образует обособленный островок. Возможно, эти изделия — часть дефектных, которые вследствие небрежности были перемешаны с доброкачественными в общем потоке технологического процесса. Необходимо выяснить причину и устранить ее. 6. Диаграмма разброса (рассеяния) применяется для выявления зависимости (корреляции) одних показателей от других или для определения степени корреляции между n парами данных для переменных x и у: (x1,y1), (x2,y2),…, (xn, yn). Эти данные наносятся на график (диаграмму разброса), и для них вычисляется коэффициент корреляции по формуле 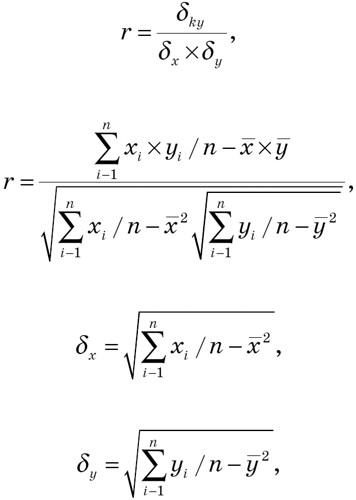 где δky — ковариация; δx, δy — стандартные отклонения случайных переменных x и у; n — размер выборки (количество пар данных — xi и xi); x и y — среднеарифметические значения xi и xi соответственно. Рассмотрим различные варианты диаграмм разброса (или полей корреляции) на рис. 4.18: 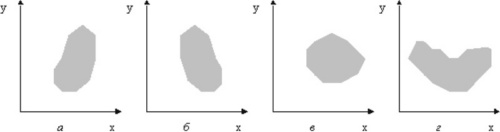 Рис. 4.18. Варианты диаграмм разброса В случае: а) можно говорить о положительной корреляции (с ростом x увеличивается у); б) проявляется отрицательная корреляция (с ростом x уменьшается у); в) при росте x у может как расти, так и уменьшаться, говорят об отсутствии корреляции. Но это не означает, что между ними нет зависимости, между ними нет линейной зависимости. Очевидная нелинейная (экспоненциальная) зависимость представлена и на диаграмме разброса г). Коэффициент корреляции всегда принимает значения в интервале -1 ≤ r ≤ 1, то есть при r > 0 — положительная корреляция, при r = 0 — нет корреляции, при r < 0 — отрицательная корреляция. Для тех же n пар данных (x1, y1), (х2, у2),…, (xn, уn) можно установить зависимость между x и у. Формула, выражающая эту зависимость, называется уравнением регрессии (или линией регрессии), и ее представляют в общем виде функцией у = а + bx. Для определения линии регрессии (рис. 4.19) необходимо статистически оценить коэффициент регрессии b и постоянную a. Для этого должны быть выполнены следующие условия: 1) линия регрессии должна проходить через точки (x,y) средних значений x и у; 2) сумма квадратов отклонений от линии регрессии значений у по всем точкам должна быть наименьшей; 3) для расчета коэффициентов а и b используются формулы  то есть уравнением регрессии можно аппроксимировать реальные данные.  Рис. 4.19. Пример линии регрессии 7. Контрольная карта. Одним из способов достижения удовлетворительного качества и поддержания его на этом уровне является применение контрольных карт. Для управления качеством технологического процесса необходимо иметь возможность контролировать те моменты, когда выпускаемая продукция отклоняется от заданных техническими условиями допусков. Рассмотрим простой пример. Проследим за работой токарного станка в течение определенного времени и будем измерять диаметр детали, изготавливаемой на нем (за смену, час). По полученным результатам построим график и получим простейшую контрольную карту (рис. 4.20):  Рис. 4.20. Пример контрольной карты В точке 6 произошла разладка технологического процесса, необходимо его регулирование. Положение ВКГ и НКГ определяется аналитически либо по специальным таблицам и зависит от объема выборки. При достаточно большом объеме выборки пределы ВКГ и НКГ определяют по формулам  ВКГ и НКГ служат для предупреждения разладки процесса, когда изделия еще соответствуют техническим требованиям. Контрольные карты применяются, когда требуется установить характер неисправностей и дать оценку стабильности процесса; когда необходимо установить, нуждается ли процесс в регулировании или его необходимо оставить таким, каков он есть. Контрольной картой можно также подтвердить улучшение процесса. Контрольная карта является средством распознания отклонений из-за неслучайных или особых причин от вероятных изменений, присущих процессу. Вероятные изменения редко повторяются в прогнозируемых пределах. Отклонения из-за неслучайных или особых причин сигнализируют о том, что некоторые факторы, влияющие на процесс, необходимо идентифицировать, расследовать и поставить под контроль. Контрольные карты основываются на математической статистике. Они используют рабочие данные для установления пределов, в рамках которых будут ожидаться предстоящие исследования, если процесс останется неэффективным из-за неслучайных или особых причин. Информация о контрольных картах содержится и в международных стандартах ИСО 7870, ИСО 8258. Наибольшее распространение получили контрольные карты среднего значения X и контрольные карты размаха R, которые используются совместно или раздельно. Контролироваться должны естественные колебания между пределами контроля. Нужно убедиться, что выбран правильный тип контрольной карты для определенного типа данных. Данные должны быть взяты точно в той последовательности, в какой собраны, иначе они теряют смысл. Не следует вносить изменения в процесс в период сбора данных. Данные должны отражать, как процесс идет естественным образом. Контрольная карта может указать на наличие потенциальных проблем до того, как начнется выпуск дефектной продукции. Принято говорить, что процесс вышел из-под контроля, если одна или более точек вышли за пределы контроля. Существуют два основных типа контрольных карт: для качественных (годен — негоден) и для количественных признаков. Для качественных признаков возможны четыре вида контрольных карт: число дефектов на единицу продукции; число дефектов в выборке; доля дефектных изделий в выборке; число дефектных изделий в выборке. При этом в первом и третьем случаях объем выборки будет переменным, а во втором и четвертом — постоянным. Таким образом, целями применения контрольных карт могут быть: выявление неуправляемого процесса; контроль за управляемым процессом; оценивание возможностей процесса. Обычно подлежит изучению следующая переменная величина (параметр процесса) или характеристика: известная важная или важнейшая; предположительная ненадежная; по которой нужно получить информацию о возможностях процесса; эксплуатационная, имеющая значение при маркетинге. При этом не следует контролировать все величины одновременно. Контрольные карты стоят денег, поэтому нужно использовать их разумно: тщательно выбирать характеристики; прекращать работу с картами при достижении цели: продолжать вести карты только тогда, когда процессы и технические требования сдерживают друг друга. Необходимо иметь в виду, что процесс может быть в состоянии статистического регулирования и давать 100 % брака. И наоборот, может быть неуправляемым и давать продукцию, на 100 % отвечающую техническим требованиям. Контрольные карты позволяют проводить анализ возможностей процесса. Возможности процесса — это способность функционировать должным образом. Как правило, под возможностями процесса понимают способность удовлетворять техническим требованиям. Существуют следующие виды контрольных карт: 1. Контрольные карты для регулирования по количественным признакам (измеренные величины выражаются количественными значениями): а) контрольная карта х — R состоит из контрольной карты х, отражающей контроль за изменением среднего арифметического, и контрольной карты R, служащей для контроля изменений рассеивания значений показателей качества. Применяется при измерении таких показателей, как длина, масса, диаметр, время, предел прочности при растяжении, шероховатость, прибыль и т. д.; б) контрольная карта х — R состоит из контрольной карты х, осуществляющей контроль за изменением значения медианы, и контрольной карты R. Применяется в тех же случаях, что и предыдущая карта. Однако она более проста, поэтому более пригодна для заполнения на рабочем месте. 2. Контрольные карты для регулирования по качественным признакам: а) контрольная карта p (для доли дефектных изделий) или процента брака, применяется для контроля и регулирования технологического процесса после проверки небольшой партии изделий и разделения их на доброкачественные и дефектные, то есть определения их по качественным признакам. Доля дефектных изделий получена путем деления числа обнаруженных дефектных изделий на число проверенных изделий. Может применяться также для определения интенсивности выпуска продукции, процента неявки на работу и т. д.; б) контрольная карта pn (количество брака), применяется в случаях, когда контролируемым параметром является число дефектных изделий при постоянном объеме выборки n. Практически совпадает с картой p; в) контрольная карта c (число дефектов на одно изделие), используется, когда контролируется число дефектов, обнаруживаемых среди постоянных объемов продукции (автомобили — одна или 5 транспортных единиц, листовая сталь — один или 10 листов); г) контрольная карта n (число дефектов на единицу площади), используется, когда площадь, длина, масса, объем, сорт непостоянны и обращаться с выборкой как с постоянным объемом невозможно. При обнаружении дефектных изделий целесообразно прикреплять к ним разные ярлыки: для дефектных изделий, обнаруженных оператором (тип A), и для дефектных изделий, обнаруженных контролером (тип B). Например, в случае A — красные буквы по белому полю, в случае B — черные буквы по белому полю. На ярлыке указывают номер детали, наименование изделия, технологический процесс, место работы, год, месяц и число, сущность дефекта, число отказов, причину возникновения дефектности, принятые меры воздействия. В зависимости от целей и задач анализа качества продукции, а также возможностей получения необходимых для его осуществления данных аналитические методы его проведения существенно различаются. Влияет на это и этап жизненного цикла продукции, охватываемый деятельностью предприятия. На этапах проектирования, технологического планирования, подготовки и освоения производства целесообразно применение функционально-стоимостного анализа (ФСА): это метод системного исследования функций отдельного изделия или технологического, производственного, хозяйственного процесса, структуры, ориентированный на повышение эффективности использования ресурсов путем оптимизации соотношения между потребительскими свойствами объекта и затратами на его разработку, производство и эксплуатацию. Основными принципами применения ФСА являются: 1) функциональный подход к объекту исследования; 2) системный подход к анализу объекта и выполняемых им функций; 3) исследование функций объекта и их материальных носителей на всех стадиях жизненного цикла изделия; 4) соответствие качества и полезности функций продукции затратам на них; 5) коллективное творчество. Выполняемые изделием и его составляющими функции можно сгруппировать по ряду признаков. По области проявления функции подразделяются на внешние и внутренние. Внешние — это функции, выполняемые объектом при его взаимодействии с внешней средой. Внутренние — функции, которые выполняют какие-либо элементы объекта, и их связи в границах объекта. По роли в удовлетворении потребностей среди внешних функций различают главные и второстепенные. Главная функция отражает главную цель создания объекта, а второстепенная — побочную. По роли в рабочем процессе внутренние функции можно подразделить на основные и вспомогательные. Основная функция подчинена главной и обусловливает работоспособность объекта. С помощью вспомогательных реализуются главные, второстепенные и основные функции. По характеру проявления все перечисленные функции делятся на номинальные, потенциальные и действительные. Номинальные задаются при формировании, создании объекта и обязательны для выполнения. Потенциальные отражают возможность выполнения объектом каких-либо функций при изменении условий его эксплуатации. Действительные — это фактически выполняемые объектом функции. Все функции объекта могут быть полезными и бесполезными, а последние нейтральными и вредными. Цель функционально-стоимостного анализа заключается в развитии полезных функций объекта при оптимальном соотношении между их значимостью для потребителя и затратами на их осуществление, то есть в выборе наиболее благоприятного для потребителя и производителя, если речь идет о производстве продукции, варианта решения задачи о качестве продукции и ее стоимости. Математически цель ФСА можно записать следующим образом:  ПС — потребительная стоимость анализируемого объекта, выраженная совокупностью его потребительных свойств (ПС = Σnci); З — издержки на достижение необходимых потребительных свойств. |
|
||
|
Главная | В избранное | Наш E-MAIL | Прислать материал | Нашёл ошибку | Наверх |
||||
|
|
||||